a dombornyomás egyszerűen felemeli a design felületét, hogy legyen némi mélysége. Ez a valódi világ egyenértékű a ferde hatásokkal, és valószínűleg a domborművekből származik—leginkább a domborművekhez hasonlít, ahol a mélységet sokkal többnek tekintik, mint valójában. Maga a szó régi francia, az em (into) és a boce (kidudorodás) szóból származik.
ami a grafikai tervezéshez kapcsolódik—a dombornyomást évszázadok óta használják a csúcskategóriás nyomtatott termékek kiviteleként. Ez egy nagyszerű módja annak, hogy a design egy másik dimenziót, hogy a nyomtatás egyszerűen nem tud. A domborítás önmagában vagy fóliával, bevonattal vagy nyomtatással együtt használható.
hogyan történik
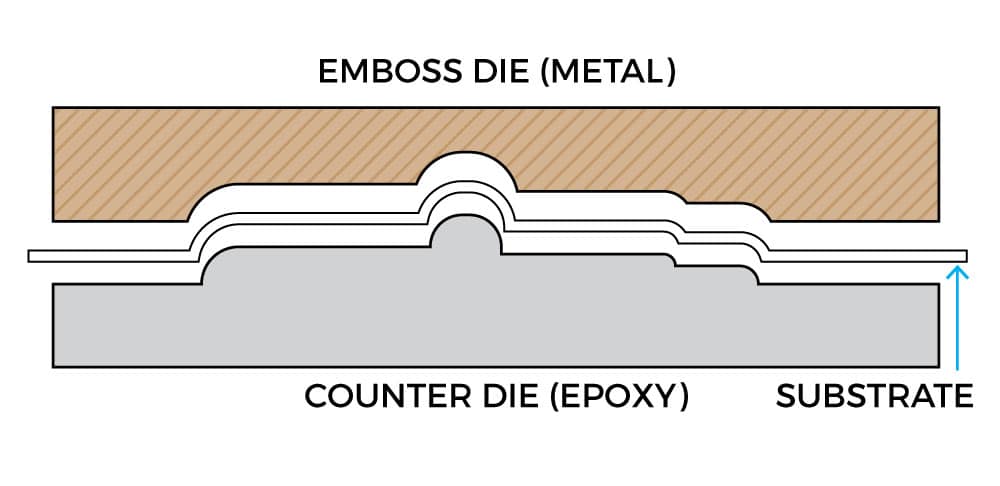
a dombornyomást úgy végezzük, hogy egy papírlapot (vagy más hordozót) egy női szerszámba nyomunk, amelynek kialakítása vésett vagy vésett. Ez általában egy férfi megfelelőjével történik a papír alatt, úgy, hogy a papír a kettő közé van szorítva, és a formatervezés átkerül a papírra.
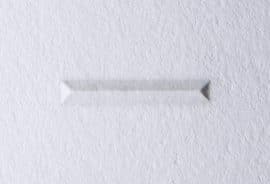
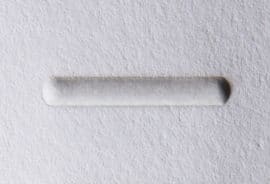
bár a dombornyomás vizuálisan meglehetősen mélynek tűnik, általában nem több, mint 15 Mikron, legfeljebb 25 Mikron. Ez 25 ezer hüvelyk. Az átlagos domborítás körülbelül 1/64 hüvelyk. Ezen a fotón láthatja, hogy a Dombornyomó szerszám mélysége hogyan befolyásolja az utolsó darab megjelenését. Vegye figyelembe, hogy a szerszám mélységének növekedésével nagyobb az esélye a papír elszakadásának (amint az A “útmutató” “D” – jében látható).

míg a dombornyomás technikailag emelt felületre utal, a dombornyomás elvégezhető egy nyomott kialakítás létrehozására is egy felületen. A grafikai tervezésben és a nyomdaiparban ezt általában “deboss” – nak nevezik.”Deboss esetén a hím és a nőstény szerszámokat úgy cserélik, hogy a lap felső részét (elülső részét) a hím szerszámmal nyomják, a nőstény pedig alatta ül. Amikor egy deboss regisztrálva van a nyomtatáshoz, létrehozható a gravírozás megjelenése.
a dombornyomást végző prések többnyire felcserélhetők a fóliázást végző présekkel. Mindkét folyamat nagy nyomást igényel, bizonyos hatások esetén pedig fűtött lemezt. Ezenkívül a fóliázást és a dombornyomást leggyakrabban együtt végzik, ezért van értelme egy olyan gépnek, amely mindkettőt képes kezelni.
a leggyakoribb prések:
- kagyló sajtó: ez a sajtó úgy záródik, mint egy kagyló, amely a papírt a férfi és a nő közé helyezi. Az ilyen típusú gépeknek általában kis helyigényük van, nagy nyomással. Ez is könnyű váltani meghal, és változtassa meg a set-up (make-ready), így egy jó lehetőség a kis fut. Ha elég sokáig fóliázol és domborítasz, Kluge-t fogod hallani. Ez a legnépszerűbb kagyló sajtoló sajtó, és szinte szinonimája a kagyló forró sajtoló sajtónak.
- egyenes bélyegző sajtó: Bobst, Thermotype, Kensoll-Franklin és más márkák egyenes bélyegző prések. A szerszám egyenesen lefelé jön, amikor a papírt a bélyegző területére adagolják. A papír egyenes útja miatt ezek gyorsabbak, mint a kagylóprések. De általában a beállítási idő hosszabb. Hosszú távon ezek jobbak, mint a kagylók.
- Tekercsprés: a tekercsprés hasonló az ofszet nyomtatóhoz, kivéve, hogy tintalemezek használata helyett szerszámokat használ. Ez a sajtó egy hengerre szerelt szerszámot használ. A papír, akár hengeren, akár lapokban, átvezetésre kerül, és a lenyomatokat ráhúzzák a mintára. Ez a leggyorsabb a három sajtótípus közül, de a szerszámok sokkal drágábbak, és a beállítási idő sokkal hosszabb. Tehát valójában ezt a módszert olyan dolgokra használják, amelyek hatalmas (több százezer vagy millió) futási mennyiségekkel rendelkeznek.

kagyló Fóliázó sajtó

Bobst egyenes sajtó

Rotary fóliázó sajtó
Dies & a dombornyomás típusai
fent említettük. A szerszámok azok a fémlemezek, amelyeknek az a benyomása, hogy dombornyomott vésett vagy maratott belőlük. Die is utal, hogy a férfi megfelelője a női dombornyomásos die, azonban ezek általában nevezik counterdie (műanyag és fém) és make-ready papír.
a Dies a “mester” minden dombornyomáshoz, így nagyrészt diktálja a domborítás típusát.
ezek a Dombornyomó Szerszámok leggyakoribb típusai (vegye figyelembe, hogy a matricák fémből készülnek, és hogy nem minden fém jön létre egyenlően—a Dombornyomó szerszámokhoz leggyakrabban használt fémek a magnézium, a réz, a bronz és az acél—az alábbiakban borítva):

Single level die
Single level die: dombornyomásos vagy debossing die, amely megváltoztatja a felületet a papír egy szinten. Ez mind a leggyakoribb, mind a legolcsóbb az összes Dombornyomó szerszám közül. A szerszám létrehozásának folyamata megegyezik a fólia szerszám létrehozásával, azzal a különbséggel, hogy a kép fordított. Az egyszintű szerszámok általában magnéziumból vagy rézből készülnek. A magnézium die lehet fele az ára a réz, de sapkák ki valahol 5-10 ezer benyomások. Ezenkívül egy magnézium szerszám megsemmisíthető egyetlen elakadással a bélyegző gépben. A réz meghal erősebb, mint a magnézium, és tart sokkal több benyomást.
többszintű domborítás
többszintű szerszám: számos megkülönböztető szinttel rendelkező szerszám. Géppel gravírozható, kézi szerszámozást nem igényel. A többszintű szerszámok gyakran sárgarézből készülnek. A többszintű dombornyomásra példa olyan minták, amelyek a háttérben “textúrával” rendelkeznek.
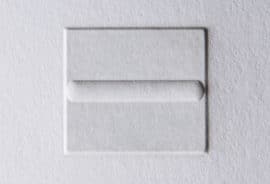
ferde él domború
ferde él die: Hasonló az egyetlen szintű szerszámhoz, de a kép szélén pontos ferde, általában 30-60 fok között. Minél szélesebb a szög, annál nagyobb a mélység illúziója. A nagyon mély szerszámoknak ferde élekkel kell rendelkezniük, hogy megakadályozzák a papír átvágását.
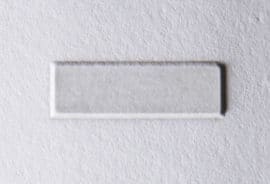
véső (tető) domborítás
véső szerszám: V alakú Dombornyomó vagy domborítószerszám, két sík alsó felület nélküli kúp segítségével. Ez a leggyakrabban használt debossing. Ez is nevezik a “tető” meghalni.

texturált szerszám
texturált szerszám: maratott textúrájú Dombornyomó szerszám. Bár ez hasonlíthat egy faragott szerszámhoz, nem az. lényegében egyszintű Dombornyomó szerszám, nagyon részletes grafikával. Ezek a legjobban olyan műalkotásokhoz működnek, amelyek nem függenek a részletektől, hogy kifinomultnak tűnjenek. Organikus minták, bőr textúrák és más egyszintű textúrák készíthetők texturált szerszámmal.
kupola domború szerszám
lekerekített szerszám (kupolás szerszám): Dombornyomó szerszám, amely lekerekített konfigurációt kölcsönöz a dombornyomott képnek. Gyakran használják logókhoz és tipográfiai effektusokhoz.

Sculpted dombornyomásos die
sculpted die: egy kézzel szerszámozott die, általában sárgarézből, hogy dombornyomás sok szinten használata révén görbék, szögek, és különböző mélységben. Ezek a szerszámok a legdrágábbak, mivel megkövetelik, hogy valaki a rendelkezésre álló képhivatkozások alapján kézzel faragja a szerszámot (ezeket a képeket általában egy fotómarató savfürdőn keresztül viszik át a fémre sablonként). A legszebb hatásuk is van, úgy néz ki, mint egy dombormű a papírban.

kombinált fólia domború szerszám (kombinált szerszám)
kombinált szerszám (fólia domború szerszám): Gyakrabban “kombinált szerszámnak”nevezik—ez a fajta szerszám lehetővé teszi a dombornyomást és a fólia bélyegzését egyetlen benyomással. Tervezési szempontból ez azt jelenti, hogy a dombornyomott formatervezés minden részét is fóliázzák.
ezek közül a dombornyomások közül a legfontosabbak, amelyeket tervezőként tudni kell, az egyszintű és faragott (faragott). A reklám – és marketingtermékeken látható legtöbb dombornyomás egyszintű dombornyomást használ-könyvborítók, brosúra borítók, névjegykártyák, fejléces. A következő leggyakoribb olyan termékek, amelyek faragott szerszámokat használnak—magasabb fejléces és névjegykártyák, üdülési kártyák és sok csomagolási termék. A többi meghal sokkal speciálisabb.
Fémek
mint fentebb említettük, különböző típusú szerszámok készülnek különböző fémekkel. A három leggyakoribb a magnézium, a réz és a sárgaréz. A tervezőnek ismernie kell ezeknek az előnyeit és hátrányait:
magnézium: egyszintű szerszámokhoz használják. A magnézium puha fém, savval Marva. A folyamat meglehetősen gyors, maga a maratás csak néhány percet vesz igénybe. A magnézium előnye a költség. Ez a réz költségének fele, a sárgaréz költségének körülbelül egynegyede. Míg egy kis magnézium szerszám 50 dollárba kerülhet, ugyanaz a sárgarézből készült szerszám jóval meghaladhatja a 300 dollárt. A magnézium hátránya, hogy puha. Míg a szerszámgyártók 10 000 megjelenítésre értékelik a mag szerszámot, ez gyakran azelőtt kopást mutat. Sőt, egy bélyegzőprésben lévő egyetlen lekvár véglegesen tönkreteheti a szerszámot.
réz: a magnéziumhoz hasonlóan a rézet is egyszintű szerszámokhoz használják. Az előnye, hogy több mint magnézium az a tény, hogy lényegesen nehezebb, eddig 100k benyomások. Nem fogja tönkretenni egy lekvár a sajtóban. Bár drágább, mint a magnézium, mégis lényegesen olcsóbb, mint a sárgaréz. A réz hátránya, mint a magnézium, az, hogy mivel maratási eljárással jön létre, csak egyetlen szintű domborításhoz használható.
sárgaréz: többszintű és faragott szerszámokhoz használják. A sárgaréz a legnehezebb a közönséges fémlemezek közül, és általában hosszabb ideig tart, mint bármely nyomtatás. A sárgaréz Szerszámok CNC-vel vannak ellátva, és többszintű és faragott szerszámokhoz, valamint kombinált fólia-dombornyomású szerszámokhoz szükségesek. Két-háromszor drágábbak, mint a réz meghal.

a leggyakoribb dombornyomásos alkalmazásokhoz a réz meghal a legjobb választás. Nem lényegesen drágább, mint a magnézium meghal, tovább fog tartani, és nem fogja tönkretenni a papír elakadása. A magnézium Szerszámok alacsony költségük és gyors fordulatuk miatt jók a prototípusok számára, de a megfelelő szerszámgyártóval kevés különbséget fog látni a mag szerszám fordulatában a réz szerszámhoz képest. A sárgaréz Szerszámok szükségessé teszik a kombinált, többszintű vagy faragott szerszámokat, és általában néhány hétig engedélyeznie kell a szerszámok készítését.
számláló meghal & Make-Readies
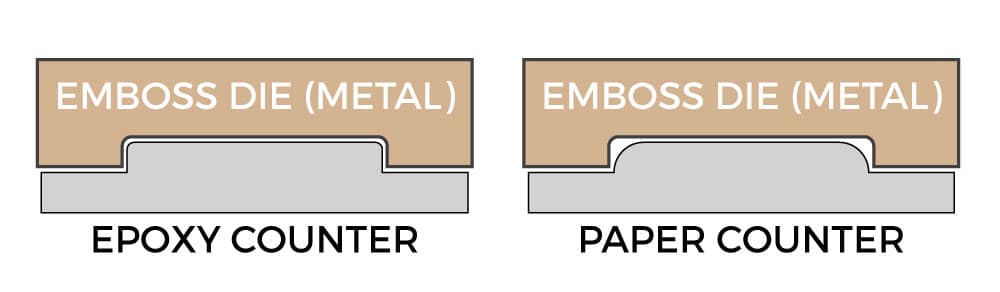
a számláló meghal (más néven “counterforce”) a férfi megfelelője a női domború meghal. A legtöbb die gyártók az Ön számára egy számláló meghal, amikor küldünk egy dombornyomásos meghal. Ez a számláló szerszám epoxival készül, amely áttetsző kemény műanyagnak tűnik. Ezeket úgy készítik, hogy epoxit helyeznek egy vékonyra, üvegszálas tábla, majd bélyegzik rá a dombornyomást. Ha egy kiváló minőségű szerszámgyártóval foglalkozik, akkor a felesleges anyagokat is megmunkálják a tervezés körül, így kevesebb esély van a kapcsolattartásra, ahol nem akarják.
számláló meghal is lehet egy papír forgácslap-szerű anyag úgynevezett dombornyomás fórumon. Az iparban ezt a színt általában “sárga táblának” nevezik. Tegye ezt a sajtóba, enyhén nedvesítse meg, majd többször bélyegezze meg a dombornyomásával meghal a hő hatására. A kombináció a nyomás és a hő szárítás a nedvesség a fórumon ad egy szilárd számláló die, hogy működni fog a rövid fut.
a domborzat széleit, különösen egyszintű, fotómaratott szerszám használata esetén, nagymértékben befolyásolja a számláló szerszám. Minél lágyabb a számlálója, annál lekerekítettebbek lesznek az élei. Ezzel szemben, minél szilárdabb a számláló szerszám (például az epoxi műanyag), annál élesebbek lesznek a dombornyomott élek.
A “make-ready” az összes olyan anyag kompozitja, amely a Dombornyomó szerszám alá kerül, beleértve a számlálószerszámot, minden olyan alapszubsztrátumot, amelyen a számlálószerszám ül, és bármilyen felépítést a számlálószerszám tetején. Mivel a Dombornyomó szerszám fém, a bélyegzés során az egyetlen vezérlés a make-ready. Felépítésével vagy borotválkozásával bizonyos területeken elmélyítheti, lágyíthatja vagy megszüntetheti a domborzat területeit.
tervezőként fontos tudni, hogy a fólia szerszámmal ellentétben a make-ready segítségével szabályozhatja, hogy mi dombornyomott. Tehát, ha tervez valamit, és sajtóellenőrzést végez a dombornyomáson, és úgy találja, hogy a domborzat egyik eleme vagy nem ad hozzá semmit a tervhez, vagy ténylegesen csökkenti azt, akkor szelektíven eltávolíthatja a dombornyomást anélkül, hogy átalakítaná a szerszámot a make-ready módosításával.
dombornyomás Alkalmazások
míg egy csomó a fenti meghal jelzik, hogy milyen típusú dombornyomás akkor elérni, van valójában egy egész részhalmaza “típusú dombornyomás”, és fontos, hogy a tervező tudja, mi ezek:

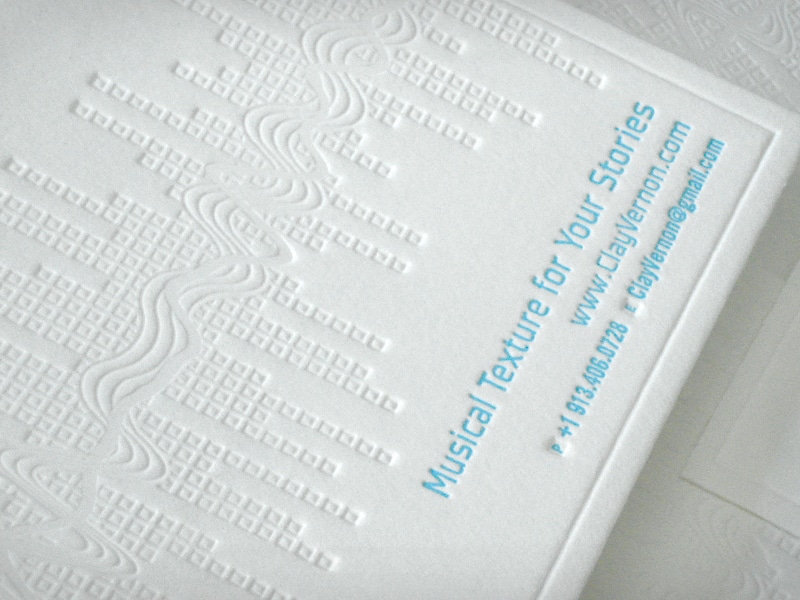
vak dombornyomott névjegykártya
vak domborítás
a vak dombornyomás nem tartalmazza a tinta vagy fólia használatát a dombornyomott terület kiemeléséhez. Az anyag dimenziós megjelenésének változása az egyetlen észrevehető különbség, amely a dombornyomásból származik. A vak dombornyomási eljárás tiszta, jellegzetes vagy finom képet nyújt a papírállományon. Ez a legjobb használni, hogy hozzon létre egy finom benyomást, vagy alacsony szintű figyelmet a darab, még némi formája a differenciálás a kész munkát.

regisztrált dombornyomás
regisztrált dombornyomás
a regisztrált dombornyomás olyan folyamat, amely a dombornyomott képet egy másik, tintával, fóliával, lyukasztással vagy egy második dombornyomott képpel létrehozott elemhez igazítja.
kombinált fólia domborítás die (combo die)
kombinált dombornyomás
kombinált dombornyomás az a folyamat, dombornyomás és fólia bélyegzés ugyanazt a képet. Ez magában foglalja a fólia nyomását és összehangolását egy dombornyomott kép fölé, hogy Fólia dombornyomást hozzon létre. Ehhez az eljáráshoz általában sárgarézből készült faragott szerszámot használnak. A folyamat szoros regisztrációt igényel, amelyet ellenőrizni kell, hogy a kép és a fólia pontosan illeszkedjen. A dombornyomás és a fóliabélyegzés folyamata egy műveletben történik, kombinált szerszám használatával. A kombinált szerszámnak vágóéle van a kerület körül, hogy a felesleges fóliát tisztán megtörje a dombornyomott területtől.
Pasztellezés
Pasztellezés is nevezik árnyalat levél dombornyomás. Ez magában foglalja a kombinált szerszám használatának folyamatát, hogy finom antik megjelenést biztosítson egy dombornyomott és fóliával bélyegzett hordozónak. Gyöngyházfényezés, tiszta fényesség vagy hasonló pasztell fólia kivitel választható, amelyek lágy, kétszínű antik megjelenést biztosítanak (perzselés nélkül) a dombornyomott képhez. A világosabb színű készletek működnek a legjobban ennek a puha kontrasztos hatásnak a biztosításához.
üvegezés
az üvegezés olyan dombornyomott területre utal, amelynek fényes vagy csiszolt megjelenése van. Leggyakrabban ez a folyamat hővel történik, amelyet nyomással alkalmaznak annak érdekében, hogy fényes benyomást keltsenek az állományon. A sötét színű nehézsúlyú készletek általában az üvegezéssel működnek a legjobban, mert a csiszolt hatás sokkal észrevehetőbb, és az állomány sötét színe segít megszüntetni vagy lágyítani az égett megjelenést, amely a hő alkalmazásából eredhet. Fóliával együtt használva az eljárás a fólia kissé fényesebb megjelenését biztosítja.
perzselő
a perzselő hasonló az üvegezéshez, azzal a különbséggel, hogy nem használják az alapanyag polírozására. Helyette, a perzselés azt teszi, amit magában foglal: mivel a szerszámfűtőlap hőmérséklete a normál hőmérsékleti tartományon túl növekszik, a dombornyomott képen megperzselt hatás jön létre, ami antik vagy árnyékos megjelenést eredményez. A legjobb, ha világosabb színű alapanyagot használunk ehhez az eljáráshoz, hogy egyedi kéttónusú megjelenést biztosítsunk. Óvatosan kell eljárni ennek a hatásnak a kérésekor, mivel túl sok hő használata esetén könnyen elégethető az alapanyag. Ha a perzselés túl közel van a nyomtatott példányhoz, az zavarhatja a nyomtatott példány tisztaságát; azonban, ez lehet az a hatás, amelyet egy adott alkalmazáshoz kívánunk.
domborzat tervezése
a domborzat tervezésének első szabálya: vektoros grafika létrehozása. Ez az Illustrator, az InDesign vagy más vektor alapú szoftver használatát jelenti.
amikor egy Dombornyomó die jön létre, film kimenet, és ezt használják a fotó-maratás fém. A Film dpi-je körülbelül 2400. És még akkor is, a vektorvonalak tiszták maradnak, amikor filmre kerülnek, gyakorlatilag felbontásfüggetlenek. Ha raszteres művészetet használ a szerszám létrehozásához, akkor a fém szerszámban egy egyenetlen él lesz, amelynek nagy esélye van a papír átvágására.
tehát ha egy szabályt fogsz követni, akkor azt kell követni.
de ezen az aranyszabályon túl van néhány más, amelyet szem előtt kell tartani, amikor dombornyomást használ a tervezésében:
- minél nagyobb a dombornyomott terület, annál mélyebb lesz. Ezzel szemben, minél mélyebbre szeretné a dombornyomást,annál nagyobb lesz a dombornyomott terület.
- a fólia természeténél fogva jobban néz ki, ha dombornyomott. A fólia visszaveri a fényt és annak környezetét. Azáltal, hogy egy ferde és élek, akkor fogása fény különböző helyeken az egész felületen.
- a dombornyomás összekapcsolása a műalkotásokkal (ahol a művészet mélységgel, árnyékokkal és kiemelésekkel rendelkezik) szinte időpocsékolás. A domborzat elvész a műalkotásban, és a grafikát torzíthatja a domborítás. Szinte fordított egyenlet működik-minél bonyolultabb a műalkotás, annál egyszerűbbnek kell lennie a dombornyomásnak. És minél bonyolultabb és bonyolultabb a domborzat kialakítása, annál egyszerűbbnek kell lennie a műalkotásnak. Ha van egy faragott szerszám, fontolja meg a vak Domborítás vagy domborítás egy lapos fólia terület.
- a dombornyomások nagy területeinek finom, részletes dombornyomással történő keverése egyetlen szintű Dombornyomó szerszámmal a kettő egyikének feláldozását jelenti. A maratott szerszám finom részleteinek nagyon kevés időre van szükségük a maratáshoz. A túl hosszú maratás elkezdi elfogyasztani a domborzat kialakítását. A dombornyomások nagy területeinek hosszabb ideig kell maratniuk ahhoz, hogy elég mélyek legyenek. Tehát, ha össze kell kevernie a kettőt, akkor valószínűleg szüksége lesz egy többszintű vagy faragott szerszámra, hogy helyes legyen. Vagy dolgozza ki a tervét úgy, hogy a domborítás részletességének szintje következetes legyen a tervezés során.
- ha kombinált fóliát és Dombornyomó szerszámot kíván használni, vegye figyelembe, hogy mindent, ami dombornyomott, szintén fóliázni kell. Ez kiküszöböli a vak dombornyomás vagy a regisztrált dombornyomás lehetőségét (ahol a domborítás nyomtatásra van regisztrálva, nem fóliára).
- a domborítás a tervezés befejezésének utolsó lépése. A tervezés más lépéseken is átmehet, például összecsukás és ragasztás (csomagoláshoz) vagy kötés, egy könyvborítóhoz, de a tényleges befejezések a dombornyomással végződnek. Nem laminálhat dombornyomott felületet, nem észlelheti a fényes vagy matt dombornyomott felületet. Gondoljon ezzel a tervezés létrehozásakor. Például, ha azt szeretné, hogy darabja laminált legyen, akkor nem használhat kombinációs szerszámot, mivel a fóliázás hője megolvasztja a laminátumot.
a grafika előkészítése
a grafika elkészítésének módját meg kell vitatnia a szerszámgyártóval, mivel különböző specifikációkkal rendelkeznek, amelyeket követni akarnak. Ennek ellenére soha nem dolgoztam olyan szerszámgyártóval, aki nem fogadott el vektor illustrator fájlokat vagy vektor PDF-eket.
de mivel a dombornyomás a befejező folyamat utolsó lépése, nagyon fontos, hogy a regisztrációt szem előtt tartsuk, különösen ott, ahol a domborítás regisztrál a nyomtatáshoz. Jó megoldás az, ha a dombornyomott műalkotásban van egy regisztrációs jel, amelyet a nyomtatott lapon is megismételnek. Ennek a műalkotás végső vágási/vágási vonalán kívül kell lennie. Két vagy három egyszerű “+” jel a műalkotásban megteszi a trükköt—de ügyeljen arra, hogy elég vastagok legyenek ahhoz, hogy láthatóan domboruljanak.
egyes szerszámgyártók a befejező házakkal dolgoztak, és lyukakat fúrtak a szerszámokba, hogy a szerszámok könnyen rögzíthetők legyenek a sajtológéphez. Ha sok meghal, jó ötlet, hogy megkapja a fúrólyuk “rácsát” vagy elrendezését, és tegye ezt a háttérbe, hogy megbizonyosodjon arról, hogy ezeket a lyukakat szem előtt tartva készíti el a műalkotást.