Embossing lyfter helt enkelt ytan på din design så att den har lite djup. Det är den verkliga världen som motsvarar avfasningseffekter och kommer sannolikt från reliefskulpturer—som liknar närmast basreliefen där djupet uppfattas som mycket mer än vad som faktiskt finns där. Ordet i sig är gammalt franskt, kommer från em (in) och boce (protuberance).
när det gäller hur det relaterar till grafisk design—prägling har använts som finish för avancerade tryckta produkter i hundratals år. Det är ett bra sätt att ge din design En annan dimension som tryck helt enkelt inte kan göra. Relief kan användas av sig själv eller tillsammans med folie, beläggningar eller tryckning.
hur det görs
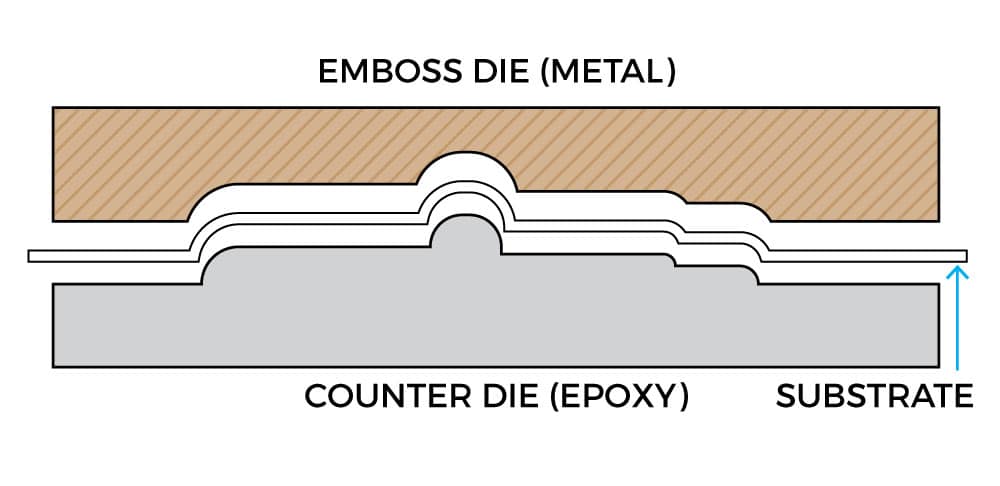
prägling görs genom att trycka ett pappersark (eller annat substrat) i en kvinnlig dö, som har en design graverad eller etsad i den. Detta görs vanligtvis med en manlig motsvarighet under papperet, så att papperet är inklämt mellan de två och designen överförs till papperet.
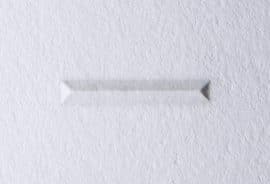
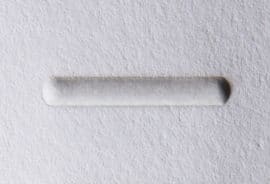
även om prägling verkar vara ganska djup visuellt, är det vanligtvis inte mer än 15 mikron och högst 25 mikron. Det är 25 tusen tum. Din genomsnittliga prägling är ungefär 1/64 tum. Du kan se på det här fotot hur djupet på en präglingsform påverkar utseendet på det sista stycket. Observera att när djupet på munstycket ökar finns det en större chans att papperet rivs (vilket kan ses i ”d” i ”guide”).

medan prägling tekniskt hänvisar till en upphöjd yta, kan prägling också göras för att skapa en deprimerad design i en yta. I grafisk design och tryckeri, detta brukar kallas ” deboss.”För en deboss byts manliga och kvinnliga dör så att arkets översida (framsida) pressas med hanformen och honformen sitter under den. När en deboss är registrerad för utskrift kan man skapa utseendet på gravyr.
för det mesta är pressar som präglar utbytbara med pressar som folierar. Båda processerna kräver mycket tryck och, för vissa effekter, en uppvärmd platta. Dessutom görs foliering och prägling oftast tillsammans och så är det vettigt att ha en maskin som kan hantera båda.
de vanligaste pressarna är:
- Clamshell press: denna press stängs som en mussla, sandwiching papperet mellan manliga och kvinnliga dö. Denna typ av maskin har vanligtvis ett litet fotavtryck med mycket tryck. Det är också lätt att byta dör och ändra din set-up (make-ready), vilket gör det till ett bra alternativ för små körningar. Om du är runt foliering och prägling tillräckligt länge kommer du säkert att höra Kluge. Detta är den mest populära clamshell stämpling press och är nästan synonymt med clamshell varm stämpling press.
- rak stämpelpress: Bobst, Thermotype, Kensoll-Franklin och andra märken är raka stämpelpressar. Munstycket kommer rakt ner med papper som matas in och ut ur stämpelområdet. På grund av papperets raka väg är dessa snabbare än clamshellpressar. Men vanligtvis är den inställda tiden längre. För långa körningar är dessa bättre än clamshells.
- Rullpress: en rullpress liknar en offsetskrivare, förutom istället för att använda bläckplattor använder den dör. Denna press använder en munstycke monterad på en rulle. Papper, antingen på en rulle eller i ark, matas igenom och intryck rullas på designen. Detta är den snabbaste av de tre presstyperna, men matriserna är mycket dyrare och uppställningstiden är mycket längre. Så verkligen, den här metoden används för saker som har enorma (i hundratusentals eller miljoner) körmängder.

Clamshell foliering Press

Bobst rakt tryck

roterande foliepress
Dies & typer av prägling
vi nämnde dies ovan. Dies är metallplattorna som har intrycket att vara präglade graverade eller etsade ur dem. Die kan också hänvisa till den manliga motsvarigheten till den kvinnliga relief dö, men dessa brukar kallas counterdie (för plast och metall) och make-ready för papper.
Dies är ”mästaren” för någon prägling och dikterar sålunda i stor utsträckning vilken typ av prägling du får.
dessa är de vanligaste typerna av präglingsformar (Observera att matriser är gjorda av metall och att inte alla metaller skapas lika-metaller som oftast används för präglingsformar är magnesium, koppar, brons och stålbelagda längre nedan):

single level die
Single-level die: en prägling eller prägling dö som ändrar ytan av papperet på en nivå. Detta är både den vanligaste och billigaste av alla präglingsformar. Processen för att skapa munstycket är identisk med att skapa en folieform förutom att bilden är inverterad. Enstaka dörrar tillverkas vanligtvis av magnesium eller koppar. En magnesium dö kan vara halva priset på koppar, men caps ut på någonstans mellan 5 och 10 tusen intryck. Dessutom kan en magnesiumform förstöras med en enda felmatning i stämplingsmaskinen. Koppar dör är starkare än magnesium och kommer att pågå i mycket mer intryck.
multi-level relief
Multilevel die: en dö med ett antal distinkta nivåer. Den kan graveras med maskin och kräver inte handverktyg. Multilevel dör är ofta gjorda av mässing. Ett exempel på en prägling på flera nivåer är mönster som har en ”textur” i bakgrunden.
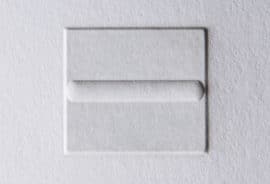
avfasning kant relief
avfasning kant dö: Liknar en enda nivå dö, men med en exakt avfasning på bildkanten, vanligtvis mellan 30 och 60 grader. Ju bredare vinkeln desto större illusion av djup. Mycket djupa formar måste ha avfasade kanter för att förhindra skärning genom papperet.
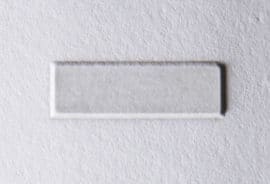
mejsel (tak) relief
mejsel dö: en prägling eller prägling dö med en V-form, med hjälp av två avfasningar utan en plan bottenyta. Det används oftast i debossing. Det är också ibland kallas en” tak ” dö.

texturerad dö
texturerad dö: en prägling dö med en etsad konsistens. Även om detta kan likna en skulpterad dö, är det inte. det är i huvudsak en enda nivå prägling dö med mycket detaljerade konstverk. Dessa fungerar bäst för konstverk som inte beror på detaljerna för att se raffinerade ut. Organiska mönster, hudtexturer och andra strukturer på en nivå kan göras med en texturerad form.
Dome relief dö
rundade dö (välvd dö): En prägling dö som ger en rundad konfiguration till en präglad bild. Det används ofta för logotyper och typografiska effekter.

Sculpted emboss die
Sculptured die: en handverktyg dö, vanligtvis gjord av mässing, som präglar många nivåer genom användning av kurvor, vinklar och varierande djup. Dessa matriser är de dyraste eftersom de kräver att någon handskulpterar munstycket baserat på bildreferenser som tillhandahålls (dessa bilder överförs vanligtvis till metallen genom ett fotoetsande syrabad för användning som mall). De har också den trevligaste effekten, ser ut som en basrelief i papper.

kombination folie relief dö (combo dö)
kombination dö (folie relief dö): Mer allmänt kallad en ”combo die” – denna typ av dö tillåter prägling och foliestämpling som skall åstadkommas i ett enda intryck. Ur ett designperspektiv innebär detta att varje del av designen som präglas också folieras.
av alla dessa relief dör, de viktigaste att veta som designer är en nivå och skulpterad (skulpterad). De flesta präglingar du ser på reklam-och marknadsföringsprodukter använder en nivå prägling dör—bokomslag, broschyromslag, visitkort, brevpapper. De näst vanligaste är produkter som använder skulpterade matriser—avancerade brevpapper och visitkort, semesterkort och många förpackningsprodukter. De andra dör är mycket mer specialitet.
metaller
som nämnts ovan tillverkas olika typer av formar med olika metaller. De tre vanligaste är magnesium, koppar och mässing. En designer bör känna till för-och nackdelar med dessa:
Magnesium: används för en nivå dör. Magnesium är en mjuk metall och etsas med syra. Processen är ganska snabb, med själva etsningen tar bara några minuter. Fördelen med magnesium är kostnaden. Det är hälften av kostnaden för koppar och ungefär en fjärdedel kostnaden för mässing. Medan en liten magnesium dö kan kosta $50, samma dö av mässing kan vara långt över $300. Nackdelen med magnesium är att den är mjuk. Medan die-tillverkare kommer att betygsätta en mag-dö för 10 000 intryck, kommer det ofta att visa slitage innan dess. Dessutom kan en enda sylt i en stämplingspress permanent förstöra munstycket.
koppar: som magnesium används koppar för en nivå dör. Fördelen med magnesium är det faktum att det är betydligt hårdare, betygsatt för 100k-intryck. Det kommer inte att förstöras av en sylt i stämplingspressen. Medan dyrare än magnesium är det fortfarande betydligt billigare än mässing. Nackdelen med koppar, som magnesium, är att eftersom den skapas med hjälp av en etsningsprocess, är den endast användbar för en enda nivå prägling.
mässing: används för multi-level och skulpterade dör. Mässing är den svåraste av de vanliga formmetallerna och kommer vanligtvis att vara längre än någon utskrift. Mässing dör är CNC ’ ed och krävs för multi-level och skulpterade dör samt kombination folie-relief dör. De är två till tre gånger dyrare än koppar dör.

för de flesta vanliga präglingsapplikationer är kopparformar det bästa valet. Inte betydligt dyrare än magnesium dör, de kommer att hålla längre och kommer inte att förstöras av pappersstopp. Magnesium dör är bra för prototyper på grund av deras låga kostnader och snabb vändning, men med rätt dö tillverkare, du kommer att se liten skillnad i vändning av en mag dö jämfört med en koppar dö. Mässing dör är en nödvändighet för combo, multi level eller skulpterade dör och du bör i allmänhet tillåta ett par veckor för att få dör gjort.
Counter Dies & Make-Readies
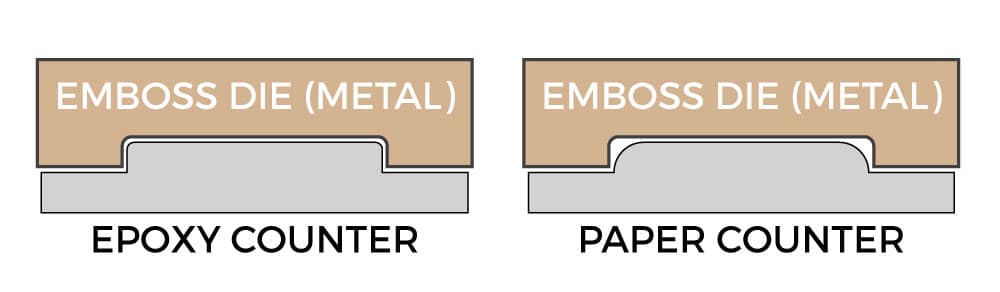
en counter die (även kallad ”counterforce”) är den manliga motsvarigheten till den kvinnliga relief dö. De flesta die tillverkare kommer att ge dig en räknare dö när de skickar en relief dö. Denna räknare är gjord med en epoxi som härdar till vad som verkar vara en genomskinlig hårdplast. Dessa görs genom att sätta epoxi på en tunn glasfiberskiva och sedan stämpla präglingsformen på den. Om du har att göra med en högkvalitativ tillverkare, kommer de också att maskinera allt överskott av material runt designen, vilket ger mindre chans för kontakt där det inte är önskat.
Counter dies kan också tillverkas med ett papperspånskivliknande material som kallas präglingskort. I branschen kallas detta ofta som ”gult bräde” på grund av dess färg. Du lägger detta i pressen, gör det lite fuktigt och stämplar det upprepade gånger med din präglingsform med värmen uppåt. Kombinationen av trycket och värmen torkar fukten i brädet ger dig en solid räknare som fungerar för korta körningar.
kanterna på din relief, särskilt när du använder en enda nivå, fotoetsad dö, påverkas till stor del av din räknare dö. Ju mjukare din räknare dör, desto mer rundade blir dina kanter. Omvänt, ju mer solid din räknare (som epoxiplasten), desto skarpare kommer dina präglade kanter att visas.
en ”make-ready” är kompositen av alla material som går under relief dö, inklusive räknaren dö, någon bas substrat som räknaren dö sitter på och någon bygga upp på toppen av räknaren dö. Eftersom en relief dö är metall, är den enda kontroll du har under stämpling processen make-ready. Genom att bygga upp det eller raka ner det i vissa områden kan du fördjupa, mjuka eller eliminera präglingsområden.
en viktig sak att veta som designer är att du, till skillnad från en folieform, kan styra vad som är präglat genom make-ready. Så om du designar något och gör en presskontroll på präglingen och hittar ett element i präglingen är antingen inte att lägga till något i designen eller faktiskt försämra det, kan du selektivt ta bort präglingen utan att göra om din dö genom att ändra make-ready.
Präglingsapplikationer
medan ett gäng av ovanstående formar indikerar vilken typ av prägling du kommer att uppnå, finns det faktiskt en hel delmängd av ”typer av prägling” och det är viktigt att du som designer vet vad dessa är:

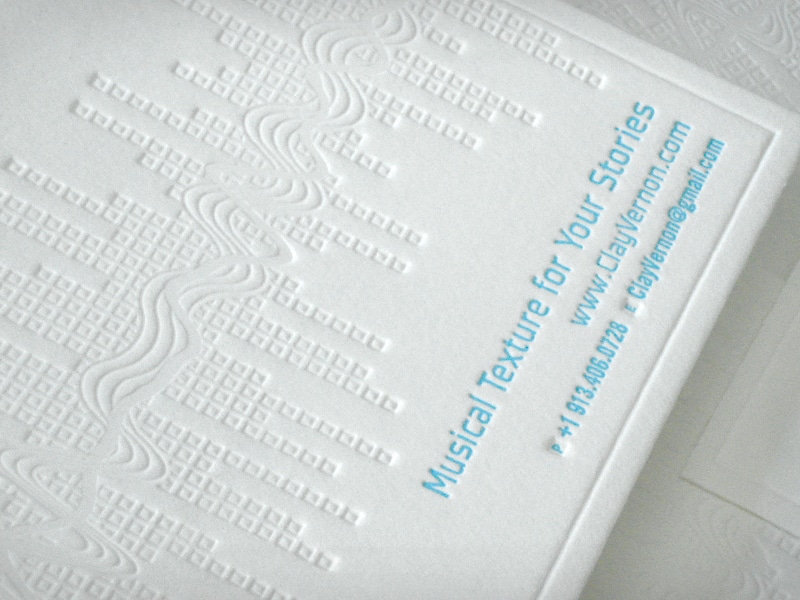
Blind präglat visitkort
Blind prägling
Blind prägling omfattar inte användning av bläck eller folie för att markera det präglade området. Förändringen i materialets dimensionella utseende är den enda märkbara skillnaden som härrör från präglingen. Blindpräglingsprocessen ger en ren och distinkt eller subtil bild på papperslager. Det används bäst för att skapa ett subtilt intryck eller låg uppmärksamhet på stycket, men ger ändå en liten form av differentiering för det färdiga arbetet.

registrerad prägling
registrerad prägling
registrerad prägling är en process som placerar den präglade bilden i linje med ett annat element Skapat med bläck, folie, stansning eller med en andra präglad bild.
kombination folie relief dö (combo dö)
Combination Emboss
Combination embossing är processen för prägling och folie stämpling samma bild. Det handlar om prägling och inriktning folie över en präglad bild för att skapa en folie relief. En skulpterad dö, vanligtvis gjord av mässing används för denna procedur. Processen kräver nära registrering som måste kontrolleras för att hålla bilden och folien matchade exakt. Processen med prägling och foliestämpling åstadkommes i en operation med användning av en kombinationsdyna. Kombinationsstödet har en skärkant runt omkretsen för att rent bryta överflödig folie bort från det präglade området.
pastell
pastell kallas också tint leaf prägling. Det handlar om processen att använda en kombination dö för att ge en subtil Antik utseende till ett substrat som är präglat och folie stämplas. Pearl finish, klar glans, eller liknande pastell folie finish Kan väljas som ger en mjuk tvåfärgad antik look (utan brännande) till den präglade bilden. Ljusare färgade lager fungerar bäst för att ge denna mjuka kontrasterande effekt.
glas
glas avser ett präglat område som har ett glänsande eller polerat utseende. Oftast sker denna process med värme som appliceras med tryck för att skapa ett glänsande intryck på beståndet. Mörkfärgade tunga lager fungerar i allmänhet bäst med glas eftersom den polerade effekten är mycket mer märkbar och den mörka färgen på beståndet bidrar till att eliminera eller mjuka upp något bränt utseende som kan uppstå vid applicering av värmen. När den används tillsammans med folie kan processen ge folien ett något ljusare utseende.
Scorching
Scorching liknar glas förutom att det inte används för att polera beståndet. Istället, brännande gör vad det innebär: När temperaturen på formvärmeplattan ökas utöver ett normalt temperaturområde, en bränd effekt skapas i den präglade bilden, vilket resulterar i ett antikt eller skuggat utseende. Det är bäst att använda ett ljusare färgat lager för denna procedur för att ge ett unikt tvåtonat utseende. Försiktighet bör användas för att begära denna effekt, eftersom det är lätt att bränna beståndet om för mycket värme används. Om brännskada inträffar för nära den tryckta kopian kan det störa tydligheten i den tryckta kopian; detta kan dock vara den effekt som önskas för en viss applikation.
design för Relief
första regeln för design för Relief: skapa vektorgrafik. Detta innebär att använda Illustrator, InDesign eller annan vektorbaserad programvara.
när en relief dö skapas, är film ut och detta används för att fotoetsa metall. Filmen har en dpi på cirka 2400. Och även då förblir vektorlinjer rena när de matas ut till film, praktiskt taget upplösningsoberoende. När du använder rasterkonst för att skapa en form, kommer du att sluta med en ojämn kant i metallformen som har stor chans att skära igenom ditt papper.
så om du ska följa en regel är det den som ska följa.
men utöver den gyllene regeln finns det några andra att tänka på när du använder en prägling i din design:
- ju större ditt präglade område desto djupare blir det. Omvänt, ju djupare du vill ha din prägling, desto större måste du göra det präglade området.
- folie ser i sig bättre ut när den är präglad. Folie reflekterar ljus och dess omgivningar. Genom att ge den en avfasning och kanter fångar du ljus på olika ställen över ytan.
- koppling prägling med konstverk (där konsten som har djup, skuggor och höjdpunkter) är nästan slöseri med tid. Din prägling kommer att gå vilse i konstverket och konstverket kan se förvrängt ut av präglingen. Det finns nästan en omvänd ekvation på jobbet – ju mer komplicerat ditt konstverk, desto enklare bör din prägling vara. Och ju mer komplicerad och invecklad din präglingsdesign, desto enklare bör ditt konstverk vara. Om du har en skulpterad dö, överväga att göra en blind prägling eller prägla ett platt folieområde.
- Blanda stora områden av prägling med fin detaljerad prägling med en enda nivå prägling dö kommer att innebära att offra en av de två. Fina detaljer i en etsad dö behöver mycket lite tid att etsa. Etsning det för länge kommer att börja äta bort relief design. Stora präglingsområden behöver längre tid att etsa för att få dem tillräckligt djupa. Så om du måste blanda de två, kommer du sannolikt att behöva en multi-level eller skulpterad dö för att få det rätt. Eller träna din design så att nivån på präglingsdetaljer är konsekvent över hela designen.
- om du tänker använda en kombinationsfolie och präglingsform, inser du att allt som är präglat också måste folieras. Detta eliminerar risken för blind prägling eller registrerad prägling (där präglingen är registrerad för utskrift, inte folie).
- Relief är det sista steget för att avsluta din design. Designen kan gå igenom andra steg, såsom vikning och limning (för förpackning) eller bindning, för ett bokomslag, men faktiska ytor slutar med präglingen. Du kan inte laminera en präglad yta, du kan inte upptäcka glans eller matta en präglad yta. Tänk med detta när du skapar din design. Om du till exempel vill ha din bit laminerad kan du inte använda en kombinationsdyna eftersom folieringsvärmen smälter laminatet.
förbereda ditt konstverk
hur du förbereder ditt konstverk är något du bör diskutera med din tillverkare eftersom de har olika specifikationer som de vill att du ska följa. Som sagt, Jag har aldrig arbetat med en dö tillverkare som inte accepterar vektor illustrator-filer eller vektor PDF-filer.
men eftersom prägling är det sista steget i efterbehandlingsprocessen är det mycket viktigt att registreringen hålls i åtanke, särskilt där präglingen kommer att registrera sig för utskriften. En bra lösning är att ha ETT registreringsmärke i ditt präglade konstverk som också upprepas på det tryckta arket. Detta måste vara utanför den slutliga grödan / snittlinjen i ditt konstverk. Två eller tre enkla ”+” märken i ditt konstverk kommer att göra susen—men se till att de är tjocka nog att de synligt kommer att prägla.
vissa die tillverkare har arbetat med efterbehandling hus och inkluderar borrhål i sina dör så att dör lätt kan fästas på stämpling press. Om du gör en hel del dör, är det bra att få borrhålet ”grid” eller layout och sätta detta i din bakgrund så att du kan se till att du förbereder konstverk med dessa hål i åtanke.