prægning hæver simpelthen overfladen på dit design, så det har en vis dybde. Det er den virkelige verden, der svarer til skrå effekter og stammer sandsynligvis fra reliefskulpturer—der ligner mest basreliefen, hvor dybden opfattes som meget mere, end der faktisk er der. Ordet selv er gammel fransk, der kommer fra em (ind) og boce (fremspring).
hvad angår hvordan det vedrører Grafisk design—prægning er blevet brugt som en finish til high-end trykte produkter i hundreder af år. Det er en fantastisk måde at give dit design En anden dimension, som print simpelthen ikke kan gøre. Prægning kan bruges alene eller sammen med folie, belægninger eller udskrivning.
hvordan det gøres
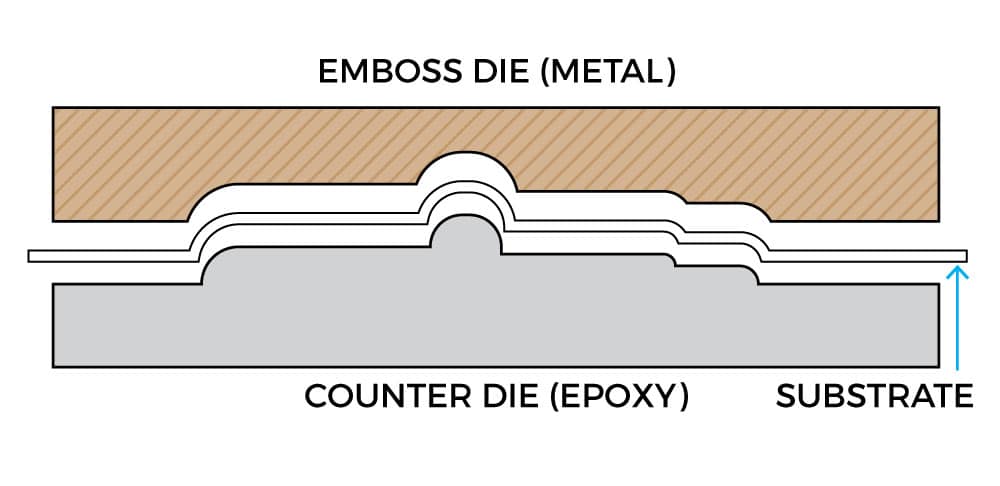
prægning sker ved at trykke et ark papir (eller andet substrat) ind i en kvindelig matrice, der har et design indgraveret eller ætset ind i det. Dette gøres normalt med en mandlig modstykke under papiret, så papiret er klemt inde mellem de to, og designet overføres til papiret.
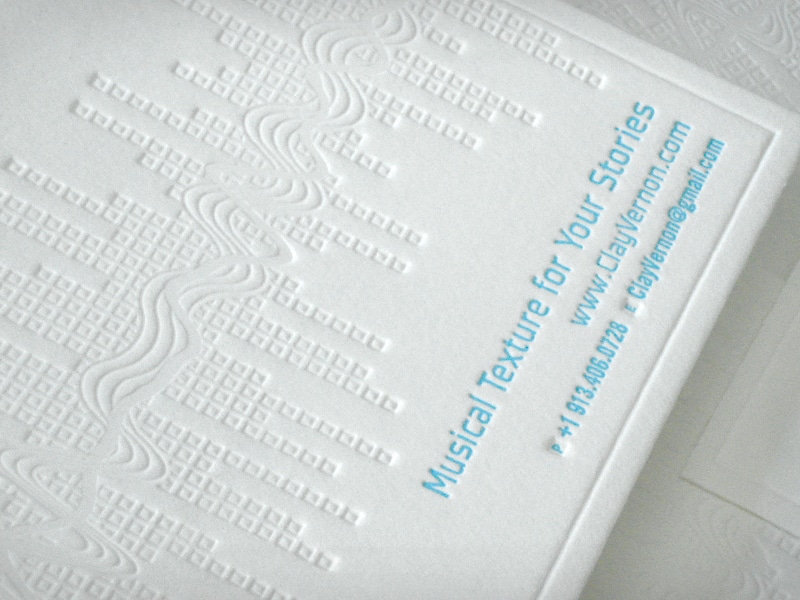
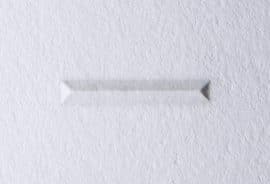
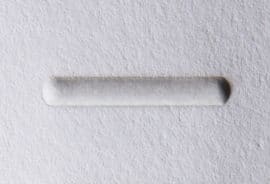
selvom prægning ser ud til at være ret dyb visuelt, er det normalt ikke mere end 15 mikron og højst 25 mikron. Det er 25 tusinder af en tomme. Din gennemsnitlige prægning er omkring 1/64 af en tomme. Du kan se på dette billede, hvordan dybden af en prægning dør påvirker udseendet af det sidste stykke. Bemærk, at når dybden af matricen øges, er der en større chance for, at papiret rives (som det kan ses i “D” i “guide”).

mens prægning teknisk refererer til en hævet overflade, kan prægning også gøres for at skabe et deprimeret design i en overflade. I den grafiske design-og trykkeribranchen kaldes dette normalt “deboss.”For en deboss skiftes de mandlige og kvindelige matricer, så oversiden (fronten) af arket presses med den mandlige Matrice, og den kvindelige matrice sidder under den. Når en deboss er registreret til udskrivning, kan man skabe udseendet af gravering.
for det meste er presser, der gør prægning, udskiftelige med presser, der gør foliering. Begge processer kræver meget pres og for visse effekter en opvarmet plade. Desuden udføres foliering og prægning oftest sammen, og det giver derfor mening at have en maskine, der kan håndtere begge dele.
de mest almindelige presser er:
- Clamshell press: denne presse lukker som en musling, klemning papiret mellem den mandlige og kvindelige dør. Denne type maskine har typisk et lille fodaftryk med meget pres. Det er også nemt at skifte dør og ændre din opsætning (make-ready), hvilket gør det til en god mulighed for små kørsler. Hvis du er omkring foliering og prægning længe nok, er du nødt til at høre Kluge. Dette er den mest populære clamshell stempling presse og er næsten synonymt med clamshell hot stempling presse.
- lige stempelpresse: Bobst, Thermotype, Kensoll-Franklin og andre mærker er lige stempelpresser. Matrisen kommer lige ned med papir, der føres ind og ud af frimærkeområdet. På grund af papirets lige sti er disse hurtigere end clamshell-presser. Men typisk er opsætningstiden længere. Til lange løb er disse bedre end clamshells.
- Rullepresse: en rullepresse ligner en offsetprinter, undtagen i stedet for at bruge blækplader bruger den matricer. Denne presse bruger en matrice monteret på en rulle. Papir, enten på en rulle eller i ark, føres igennem, og indtryk rulles på designet. Dette er den hurtigste af de tre pressetyper, men matricerne er langt dyrere, og opsætningstiden er langt længere. Så virkelig, denne metode bruges til ting, der har enorme (i hundreder af tusinder eller millioner) køremængder.

Clamshell Foiling presse

Bobst lige tryk

roterende foliepresse
Dies & typer af prægning
vi nævnte dies ovenfor. Dies er metalpladerne, der har indtryk af at være præget indgraveret eller ætset ud af dem. Die kan også henvise til den mandlige modstykke til den kvindelige prægning die, men disse er normalt omtales som counterdie (for plast og metal) og make-klar til papir.
Dies er “mesteren” for enhver prægning og dikterer således i vid udstrækning den slags prægning, du får.
disse er de mest almindelige typer af prægning matricer (bemærk, at matricer er lavet af metal, og at ikke alle metaller er skabt lige—metaller mest almindeligt anvendt til prægning matricer er magnesium, kobber, Bronse og stål—dækket længere nedenfor):

enkelt niveau matrice
enkelt niveau matrice: en prægning eller prægning matrice, der ændrer overfladen af papiret på et niveau. Dette er både den mest almindelige og den billigste af alle prægning dør. Processen til at skabe matricen er identisk med at skabe en folieform, bortset fra at billedet er omvendt. Enkelt niveau dør er lavet normalt fra magnesium eller kobber. En magnesium matrice kan være halvdelen af prisen på kobber, men hætter ud på et sted mellem 5 og 10 tusind indtryk. Desuden kan en magnesium matrice blive ødelagt med en enkelt misfeed i stempling maskine. Kobber dør er stærkere end magnesium og vil vare for langt flere indtryk.
multi-level prægning
Multilevel die: en matrice med en række karakteristiske niveauer. Det kan indgraveres af maskinen og kræver ikke håndværktøj. Multilevel matricer er ofte lavet af messing. Et eksempel på en prægning på flere niveauer er design, der har en “struktur” i baggrunden.
facet kant prægning
facet-kant die: Svarende til et enkelt niveau dør, men med en præcis skråning på billedkanten, normalt mellem 30 og 60 grader. Jo bredere vinklen er, desto større er illusionen af dybde. Meget dybe matricer skal have skrå kanter for at forhindre skæring gennem papiret.
mejsel (tag) prægning
mejsel die: en prægning eller prægning die med en V-form, ved hjælp af to facetter uden en flad bund overflade. Det bruges oftest til debossing. Det er også nogle gange omtalt som en “tag” dør.

tekstureret matrice
tekstureret matrice: en prægning matrice med en ætset tekstur. Selv om dette kan ligne en skulpturel dør, er det ikke. det er i det væsentlige et enkelt niveau prægning dø med meget detaljeret kunstværk. Disse fungerer bedst til illustrationer, der ikke afhænger af detaljerne for at se raffinerede ud. Organiske mønstre, hudteksturer og andre strukturer på et niveau kan udføres med en struktureret matrice.
Dome prægning dør
afrundet dør (kuppelformet dør): En prægning matrice, der giver en afrundet konfiguration til en præget billede. Det er almindeligt anvendt til logoer og typografiske effekter.

Sculpted emboss die
Sculptured die: en håndlavet matrice, normalt lavet af messing, der præger mange niveauer ved hjælp af kurver, vinkler og varierende dybder. Disse matricer er de dyreste, da de kræver, at nogen håndskulpterer matricen baseret på de leverede billedreferencer (disse billeder overføres normalt til metallet gennem et fotoætsende syrebad til brug som skabelon). De har også den bedste effekt, der ligner en basrelief i papir.

kombination folie prægning die (combo die)
kombination dør (folie prægning dø): Mere almindeligt omtalt som en “combo die”—denne type matrice tillader prægning og folie stempling skal udføres i et enkelt indtryk. Fra et designperspektiv betyder det, at alle dele af designet, der præges, også bliver folieret.
af alle disse prægning dør, de vigtigste at kende som designer er single-level og skulpturelle (skulpturelle). De fleste prægning du ser på reklame og markedsføring produkter bruger enkelt niveau prægning dør-bogomslag, brochure dækker, visitkort, brevpapir. De næste mest almindelige er produkter, der bruger skulpturelle matricer-high-end brevpapir og visitkort, feriekort og en masse emballageprodukter. De andre dør er langt mere specialitet.
metaller
som nævnt ovenfor fremstilles forskellige typer matricer med forskellige metaller. De tre mest almindelige er magnesium, kobber og messing. En designer bør kende fordele og ulemper ved disse:
Magnesium: anvendes til enkeltniveau dør. Magnesium er et blødt metal og ætses ved hjælp af syre. Processen er ret hurtig, med ætsningen selv tager kun et par minutter. Fordelen ved magnesium er prisen. Det er halvdelen af prisen på kobber og omkring en fjerdedel af prisen på messing. Mens en lille magnesium matrice kan koste $50, kunne den samme matrice lavet af messing være godt over $300. Ulempen med magnesium er, at den er blød. Mens die producenter vil bedømme en mag die for 10.000 indtryk, vil det ofte vise slid før da. Desuden kan en enkelt marmelade i en stempelpresse permanent ødelægge matricen.
kobber: ligesom magnesium bruges kobber til matricer på et niveau. Fordelen det har over magnesium er, at det er betydeligt sværere, bedømt til 100k indtryk. Det vil ikke blive ødelagt af en papirstop i stempelpressen. Selvom det er dyrere end magnesium, er det stadig betydeligt billigere end messing. Ulempen med kobber, som magnesium, er, at fordi det er skabt ved hjælp af en ætsningsproces, er det kun anvendeligt til et enkelt niveau prægning.
messing: bruges til multi-level og skulpturelle matricer. Messing er den sværeste af de fælles die metaller og vil normalt vare længere end nogen oplag. Messing matricer er CNC ‘ ed og er nødvendige for multi-level og skulpturelle matricer samt kombination folie-prægning matricer. De er to til tre gange dyrere end kobber dør.

for de fleste almindelige prægning applikationer, kobber dør er det bedste valg. Ikke væsentligt dyrere end magnesium dør, de vil vare længere og vil ikke blive ødelagt af et papirstop. Magnesium matricer er gode til prototyper på grund af deres lave omkostninger og hurtige turnaround, men med den rigtige matrice producent, vil du se lidt forskel i turnaround af en mag matrice i forhold til en kobber matrice. Messing dør er en nødvendighed for combo, multi niveau eller skulpturelle dør, og du bør generelt give mulighed for et par uger for at få matricer lavet.
Counter Dies& Make-Readies
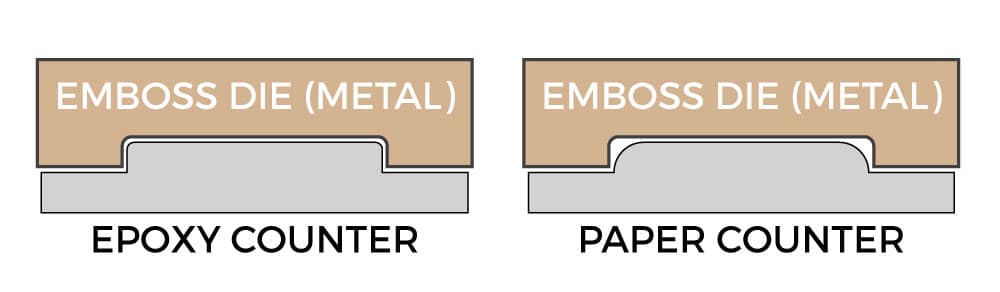
en counter die (også kaldet “counterforce”) er den mandlige modstykke til den kvindelige prægning dø. De fleste die producenter vil give dig en tæller dør, når de sender dig en prægning dør. Denne tæller matrice er lavet med en Epoksi, der hærder ind i, hvad der synes at være en gennemskinnelig hård plast. Disse er lavet ved at sætte Epoksi på en tynd, glasfiber bord og derefter stempling prægning dø på det. Hvis du har at gøre med en producent af høj kvalitet, vil de også bearbejde alt overskydende materiale omkring designet, hvilket giver mindre chance for kontakt, hvor det ikke er ønsket.
Counter matricer kan også laves ved hjælp af et papir spånplader-lignende materiale kaldet prægning bord. I branchen kaldes dette almindeligvis “gult bord” på grund af dets farve. Du lægger dette i pressen, gør det let fugtigt og stempler det derefter gentagne gange med din prægning med varmen skruet op. Kombinationen af trykket og varmen tørring fugt i bestyrelsen giver dig en solid tæller dør, der vil arbejde for korte kørsler.
kanterne af din prægning, især når du bruger en enkelt niveau, foto-ætset matrice, er i høj grad påvirket af din tæller dø. Jo blødere din tæller dør, jo mere afrundede bliver dine kanter. Omvendt, jo mere solid din tæller dør (som f.eks.
en “make-ready” er sammensætningen af alle materialer, der går under prægningen, inklusive tælleren, ethvert basissubstrat, som tælleren dør sidder på, og enhver opbygning oven på tælleren dør. Fordi en prægning matrice er metal, den eneste kontrol, du har under stempling processen er make-klar. Ved at opbygge det eller barbere det ned i visse områder kan du uddybe, blødgøre eller fjerne områder med prægning.
en vigtig ting at vide som designer er, at du i modsætning til en folieform kan kontrollere, hvad der er præget gennem make-ready. Så hvis du designer noget og foretager en pressekontrol på prægningen og finder, at et element i prægningen enten ikke tilføjer noget til designet eller faktisk forringer det, kan du selektivt fjerne prægningen uden at genskabe din matrice ved at ændre make-ready.
Prægningsapplikationer
mens en flok af ovenstående matricer angiver, hvilken type prægning du opnår, er der faktisk en hel delmængde af “typer af prægning”, og det er vigtigt, at du som designer ved, hvad disse er:

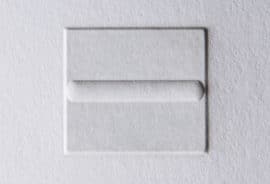
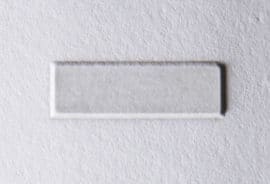
Blind prægede visitkort
Blind prægning
Blind prægning omfatter ikke brug af blæk eller folie til at fremhæve det prægede område. Ændringen i materialets dimensionelle udseende er den eneste mærkbare forskel som følge af prægningen. Den blinde prægning proces giver en ren og karakteristisk eller subtil billede på papir lager. Det bruges bedst til at skabe et subtilt indtryk eller lavt opmærksomhedsniveau på stykket, men alligevel give en lille form for differentiering for det færdige arbejde.

registreret prægning
registreret prægning
registreret prægning er en proces, der placerer det prægede billede på linje med et andet element oprettet med blæk, folie, stansning eller med et andet præget billede.
kombination folie prægning dø (combo die)
kombination prægning
kombination prægning er processen med prægning og folie stempling det samme billede. Det indebærer prægning og tilpasning af folie over et præget billede for at skabe en foliepræg. En skulpturel matrice, generelt lavet af messing anvendes til denne procedure. Processen kræver tæt registrering, der skal kontrolleres for at holde billedet og folien nøjagtigt matchet. Processen med prægning og foliestempling udføres i en operation ved anvendelse af en kombinationsdyse. Kombinationsdysen har en forkant omkring omkredsen for rent at bryde overskydende folie væk fra det prægede område.
Pastelling
Pastelling kaldes også tonebladprægning. Det involverer processen med at bruge en kombinationsdyse til at give et subtilt antikt udseende til et substrat, der er præget og folie stemplet. Perlefinish, klar glans eller lignende pastelfoliefinish kan vælges, der giver et blødt tofarvet antikt look (uden at brænde) til det prægede billede. Lysere farvede bestande fungerer bedst for at give denne bløde kontrasterende effekt.
ruder
ruder henviser til et præget område, der har et skinnende eller poleret udseende. Oftest udføres denne proces med varme, der påføres med tryk for at skabe et skinnende indtryk på bestanden. Mørkefarvede tunge vægtlagre fungerer generelt bedst med ruder, fordi den polerede effekt er meget mere mærkbar, og den mørke farve på bestanden hjælper med at eliminere eller blødgøre ethvert brændt udseende, der kan skyldes påføring af varmen. Når det bruges sammen med folie, kan processen give folien et lidt lysere udseende.
brændende
brændende ligner ruder bortset fra at det ikke bruges til at polere bestanden. I stedet, brændende gør, hvad det indebærer: når temperaturen på matricepladen øges ud over et normalt temperaturområde, der skabes en brændt effekt i det prægede billede, hvilket resulterer i et antikt eller skyggefuldt udseende. Det er bedst at bruge en lysere farvet bestand til denne procedure for at give et unikt tofarvet udseende. Der skal udvises forsigtighed ved anmodning om denne effekt, da det er let at brænde bestanden, hvis der bruges for meget varme. Hvis brændende forekommer for tæt på den trykte kopi, kan det forstyrre klarheden i den trykte kopi; dette kan dog være den effekt, der ønskes til en bestemt applikation.
design til prægning
første regel for design til prægning: Opret vektorkunst. Dette betyder at bruge Illustrator, InDesign eller et andet vektorbaseret program.
når der oprettes en prægning, udsendes film, og dette bruges til at fotoetsere metal. Film har en dpi på omkring 2.400. Og selv da, vektor linjer forbliver rene, når output til film, næsten opløsning uafhængig. Når du bruger rasterkunst til at skabe en matrice, ender du med en Tagget kant i metalformen, der har stor chance for at skære igennem dit papir.
så hvis du vil følge en regel, er det den, der skal følges.
men ud over den gyldne regel er der et par andre at huske på, når du bruger en prægning i dit design:
- jo større dit prægede område er, jo dybere bliver det. Omvendt, jo dybere du vil have din prægning, jo større bliver du nødt til at gøre det prægede område.
- folie ser iboende bedre ud, når den er præget. Folie reflekterer lys og dets omgivelser. Ved at give det en skråning og kanter fanger du Lys forskellige steder på tværs af overfladen.
- kobling prægning med illustrationer (hvor kunsten, der har dybde, skygger og højdepunkter) er næsten spild af tid. Din prægning vil gå tabt i kunstværket, og kunstværket kan se forvrænget ud af prægningen. Der er næsten en omvendt ligning på arbejde – jo mere kompliceret dit kunstværk, jo enklere skal dit præg være. Og jo mere kompliceret og indviklet dit prægedesign, jo enklere skal dit kunstværk være. Hvis du har en skulpturel matrice, kan du overveje at lave en blind prægning eller prægning af et fladt folieområde.
- blanding af store områder af prægning med fin detaljeret prægning ved hjælp af et enkelt niveau prægning dør vil betyde at ofre en af de to. Fine detaljer i en ætset matrice har brug for meget lidt tid til at ætse. Ætsning det for længe vil begynde at spise væk prægning design. Store områder af prægning har brug for længere tid at ætse for at få dem dybt nok. Så hvis du skal blande de to, har du sandsynligvis brug for en multi-level eller skulpturel dø for at få det rigtigt. Eller træne dit design, så niveauet af prægedetaljer er konsistent på tværs af designet.
- hvis du har til hensigt at bruge en kombinationsfolie og prægning, skal du indse, at alt, hvad der er præget, også skal folieres. Dette eliminerer muligheden for blind prægning eller registreret prægning (hvor prægningen er registreret til udskrivning, ikke folie).
- Emboss er det sidste trin i efterbehandling dit design. Designet kan gennemgå andre trin, såsom foldning og limning (til emballering) eller binding, til et bogomslag, men faktiske finish slutter med prægningen. Du kan ikke laminere en præget overflade, du kan ikke se glans eller matte en præget overflade. Tænk med dette, når du opretter dit design. For eksempel, hvis du vil have dit stykke lamineret, kan du ikke bruge en kombinationsdyse, da folieringsvarmen smelter laminatet.
forberedelse af dit kunstværk
hvordan du forbereder dit kunstværk er noget, du bør diskutere med din dørproducent, da de har forskellige specifikationer, som de vil have dig til at følge. Når det er sagt, har jeg aldrig arbejdet med en dørproducent, der ikke accepterede vector illustrator-filer eller vektor-PDF-filer.
men fordi prægning er det sidste trin i efterbehandlingsprocessen, er det meget vigtigt, at registreringen holdes for øje, især hvor prægningen vil registrere til udskrivning. En god løsning er at have et registreringsmærke i dit emboss-kunstværk, der også gentages på det trykte ark. Dette skal være uden for den endelige afgrøde/klippelinje i dit kunstværk. To eller tre enkle ” + ” —mærker i dit kunstværk gør tricket-men sørg for, at de er tykke nok til, at de synligt præger.
nogle dørproducenter har arbejdet med efterbehandling af huse og inkluderer borehuller i deres matricer, så matricer let kan fastgøres til stempelpressen. Hvis du laver mange matricer, er det en god ide at få borehullet “gitter” eller layout og sætte dette i din baggrund, så du kan sikre dig, at du forbereder kunstværket med disse huller i tankerne.