metallilanka, joka on päällystetty koostumukseltaan samanlaisella metallilla, johon on liitetty, määritellään hitsauselektrodiksi. Useita tekijöitä, jotka on otettava huomioon ennen oikean elektrodin valitsemista mihin tahansa projektiin.
kaarihitsauselektrodi/ SMAW kuluu niiden tullessa osaksi hitsausfuusiota. Se viittaa TIG-elektrodeihin, jotka eivät kulu, koska ne eivät tule osaksi hitsausta sulamisen yhteydessä. MIG-hitsauselektrodi on säännöllisesti syötettävä lanka, joka on nimetty MIG-langaksi.
hitsauselektrodin valinta riippuu pitkälti hitsauslujuudesta, joka on helppo puhdistaa. parempi helmenlaatu ja minimaaliset roiskeet.
hitsauselektrodit on säilytettävä kosteudettomassa ympäristössä ja poistettava pakkauksesta huolellisesti, jotta vältytään vaurioilta ohjeiden mukaisesti.
sivun sisältö
miksi hitsauselektrodit kuuluvat?
kun sula metalli altistuu ympäristölle, se imee itseensä happea ja typpeä, jotka vaikuttavat haitallisesti ja haurastuvat. Kuonahuovan olisi peitettävä sula / jähmettyvä hitsausmetalli suojaamaan ilmakehältä ja elektrodipäällyste antaa meille tämän suojan.
hitsauselektrodien päällystekoostumus määrittää niiden hyödyllisyyden ja siten talletetun hitsausmetallin koostumuksen ja spesifikaation.
ne perustavat hitsauselektrodipinnoitteiden muotoilun metallurgian, fysiikan ja kemian vakiintuneeseen periaatteeseen.
pinnoite on siellä suojaamassa vaurioilta, kaaren stabilointi, parantaa hitsausta seuraavilla tavoilla.
- vähintään roiskeita hitsausalueen läheisyydessä
- sileä hitsausmetallin pinta ja reunat jopa
- vakaa ja sileä hitsauskaari
- kova ja vahva pinnoite
- helppo kuonan poisto
- parempi depositionopeus
- tunkeutumisen valvonta hitsauksessa
voimme luokitella kaarihitsauselektrodin ohuisiin pinnoitettuihin/paljaisiin ja raskaasti pinnoitettuihin/suojattuihin kaarielektrodeihin. Katettu eräänlainen elektrodi on eräänlainen suosittu täyteaineen tyyli kaarihitsausprosessissa.
elektrodin päällysteen koostumus määrää elektrodin hyödyllisyyden, ja spesifikaatio talletettu materiaali päättää elektrodin. Käytetyn elektrodin luokka riippuu suurelta osin tarvittavista hitsin talletuksen erityisominaisuuksista.
näitä ominaisuuksia ovat korroosionkestävyys, korkea endiivisyys, sitkeys, hitsattava perusmetallityyppi, hitsin sijainti vaaka -, pysty -, yläpuolella sekä virran ja napaisuuden tyyppi.

hitsauselektrodien luokittelu
hitsausteollisuus on ottanut käyttöön American Welding Societyn (AWS) päättämän hitsaustankojen luokittelunumerosarjan.
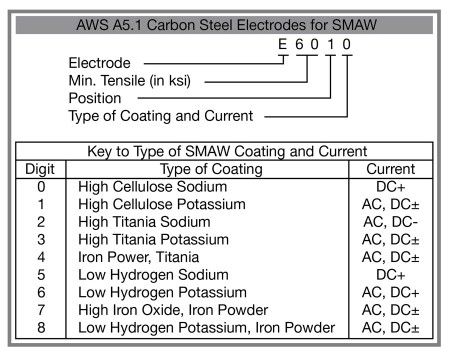
elektrodin tunnistusjärjestelmä teräskaarihitsausta varten on käytössä seuraavasti.
- E – Tämä E ilmaisee elektrodin kaarihitsaukseen
- 1. kaksi tai kolme numeroa – se ilmaisee vetolujuuden tuhansissa paunoissa / neliötuumassa talletettua materiaalia, jota kerran yritettiin vetää erilleen.
- 3. tai 4. numero – se kertoo hitsin sijainnin. Jos 0 ei osoita mitään luokittelua, 1 on jokaiselle kannalle, 2 tasaiselle ja vaakasuoralle, 3 on vain tasaiselle kannalle.
- 4. numero-se ilmaisee pinnoitteen tyypin ja sähkövirtalähteen tyypin, AC/DC: n, suoran tai käänteisen napaisuuden.
- numero E6010-nyt se osoittaa kaarihitsaussauvaa, jonka jännitysvetolujuus on 60 000 psi, voidaan käyttää kaikissa asennoissa, ja tasavirtaa terse-napaisuudella.
Virta -, napaisuus-ja Pinnoitetyypit, jotka on merkitty 4. numerolla elektrodin luokitusnumerossa
| numero | päällyste | hitsausvirta |
| 0 | * | * |
| 1 | selluloosan kalium | ac, dcrp, dcsp |
| 2 | ’d natrium | ac, dcsp |
| 3 | ’d kalium | ac, dcsp, dcrp |
| 4 | rautajauhe titania | ac, dcsp, dcrp |
| 5 | Natriumvety Alhainen | dcrp |
| 6 | Matala vety kalium | ac, dcrp |
| 7 | rautajauhe rautaoksidi | ac, dcsp |
| 8 | rautajauhe Alhainen vety | ac, dcrp, dcsp |
kun löydämme neljännen tai viimeisen numeron nollana, päällysteen tyyppi ja virta voidaan arvioida vain kolmannella numerolla.
ruostumattoman teräksen Kaarihitsauselektrodi
sen luokitus on seuraava:
- E-tämä kirjain osoittaa elektrodin kaarihitsaukseen.
- ensimmäiset 3 numeroa ilmoittavat amerikanrauta-ja terästyypin ruostumattomasta teräksestä.
- 2 viimeistä numeroa kertovat hitsauksessa käytetyn asennon ja virran.
- esimerkki luvusta E-308-16 viittaa ruostumattomasta teräksestä tehtyyn tyyppiin 308, joka asentoon, jossa on vaihtovirta tai käänteinen napaisuus tasavirta.
Sukelluskaarielektrodien luokittelujärjestelmä
järjestelmä, jolla tarkoitetaan vedenalaisille kaarielektrodeille tarkoitettua kiinteää hiiliterästä, on seuraava.
- E-kirjain etuliitteenä, jota käytetään elektrodin määrittelyyn. Sitä seuraa kirjain, joka ilmaisee mangaanin määrän, h korkean, M keskitason ja L alhaisen mangaanin. Sitä seuraa luku, joka ilmaisee hiilen keskimääräisen määrän prosentin sadasosassa. Näiden johtojen koostumus on sama kuin kaasu-metallikaarihitsauksessa käytetty Lanka.
- American Welding Society ’ s specifications for electrode wire used for submed arc welding Arch welding, are Bare mied steel electrodes & fluxes for submed arc welding. Tämä osoittaa sekä langan koostumuksen että hitsin esiintymän kemian riippuen käytetystä vuosta. Spesifikaatio antaa elektrodilangan koostumuksen. Kun näitä elektrodeja käytetään asianmukaisella menettelyllä upotetussa kaarihitsauksessa, talletettu hitsausmetalli täyttää tarvittavat mekaaniset ominaisuudet spesifikaation mukaisesti.
- oksifuel – kaasuhitsauksen täyteainesauva merkitään etuliitteellä R, jota seuraa G-kirjain, joka osoittaa, että elektrodia käytetään kaasuhitsaukseen. Näitä seuraa 2 numeroa 45,60 ja 65, joka merkitsi likimääräistä vetolujuutta 1000psi: ssä.
- nonferrous – luokan täytemateriaalissa käytetään kirjaimen E, R ja RB etuliitettä, joka seuraa langan päämetallin kemiallista symbolia. Jos lanka käyttää useampaa kuin yhtä samaa metalliseosta, voimme lisätä loppuliitteen numeron.
- AWS eritelmät ovat laajimmin hyväksytty luokittelu paljas hitsaus sauva ja lanka. On olemassa sotilaallisia spesifikaatioita, kuten MIL-E, MIL-R tyypit.
lankana ja sauvoina toimivan kiinteän hitsauselektrodin tärkeä ominaisuus on niiden koostumus annettujen eritelmien mukaisesti. Spesifikaatio sisältää koostumusrajat ja hitsauksessa tarvittavat mekaaniset ominaisuudet.
kuparipäällysteiset umpilangat hilseilevät joskus kuparista, joka voi aiheuttaa ongelmia syöttörullamekanismin kanssa kytkemällä vuorauksen tai kosketinkärjen. Kevyt kuparipinnoite on toivottavaa tehdä elektrodin Lanka, vapaa liasta ja pölystä. Käytä valkoista puhdistuskudosta lankaelektrodin puhdistamiseen koko ajan, jotta lika ja pöly eivät tukkeutuisi vuorauksessa. Tämä voi vähentää nykyisen pickup ja luoda arvaamaton hitsaus toimintaa.
kone testaa vaijerin lujuutta ja tykkien läpi kulkiessa vaaditaan suurempaa vaijerin lujuutta. Langan suositeltava vähimmäisvetolujuus on 140 000 psi.
jatkuvaluonteinen lankaelektrodi on saatavilla lukuisissa eri pakkauksissa. Erittäin pieni kela käytetään kela aseet, ja keskikokoinen kela hieno kaasu metalli kaarihitsaus. Niitä on saatavana keloina, jotka voidaan sijoittaa hitsauslaitteisiin. Tarjolla on myös suuria, useiden satojen kilojen kiekkoja. Niitä on saatavana rummuissa, joissa lanka asetetaan pyöreään astiaan ja kytketään automaattiseen langansyöttölaitteeseen.
hitsauselektrodien pinnoitteet
hitsaussauvojen pinnoitteet Miedolle ja matalalle teräkselle on kuudesta kahteentoista ainesosaa, jotka sisältävät:
- selluloosa-selluloosa hajoaa muodostaen kaasukilven, joka suojaa valokaarta ympäröimällä sen.
- Metalli karbonaatit – se tarjoaa pelkistävän ilmakehän ja säätää emäksisyys kuona.
- titaanidioksidi-on hyödyllistä muodostaa erittäin nestettä ja nopeasti jäätyvä kuona ja tarjoaa hitsauksen kaaren ionisaation.
- Ferromanganese ja ferrosilicon-tämä kattaa auttaa deoksidize sulaa metallia ja myös täydentää mangaani ja piipitoisuus talletettu hitsin metallia.
- kumit ja savi – se auttaa antamaan elastisuutta muovimateriaalin ja antaa voimaa pinnoitteet.
- Mineraalisilikaatti-se auttaa kuonan muodostumista ja tarjoaa voimaa peite.
- Kalsiumfluoridi-se tuottaa suojakaasua kaaren suojaamiseksi, juoksevuuden aikaansaamiseksi, kuonan emäksisyyden säätämiseksi ja metallioksidien liukoisuuden säätämiseksi.
- seostus metallit nikkeli, kromi, ja molybdeeni – se tarjoaa metalliseos sisältöä talletettu metalli.
- mangaani tai rautaoksidi-se auttaa vakauttamaan valokaarta ja säätämään kuonan juoksevuutta ja ominaisuuksia.
- rautajauhe-se lisää tuottavuutta ja tarjoaa ylimääräistä metallia hitsausalueelle.
Miedon teräksen Hitsaustankojen pinnoitteet
ne ovat seuraavat:
- Selluloosanatrium (EXX10) – tämäntyyppisellä elektrodilla on selluloosamateriaalia jälleenkäsiteltynä matalaseoksena, jossa on 30% paperia ja puujauhoa. muodostaa pelkistimen hiilidioksidi ja vety, joka tuottaa kaivukaaren syvälle tunkeutumista varten. Roiskeet ovat korkeimmillaan verrattuna muihin elektrodeihin, joissa on karkea hitsisauma. Se tarjoaa erittäin hyvät mekaaniset ominaisuudet myös ikääntymisen jälkeen. Se on yksi varhaisimmista kehittyneistä elektrodeista ja sitä käytetään laajalti maaseudulla putkihitsauksessa. Sitä käytetään normaalisti tasavirralla, jolla on käänteinen napaisuus, kun elektrodi on positiivinen.
- selluloosan kalium (EXX11) – sillä on samanlaiset merkit kuin selluloosanatriumelektrodilla, paitsi että tässä käytetään enemmän kaliumia kuin natriumia. Se ionisoi kaaren, joten se sopii hitsata vaihtovirralla. Tulos on samanlainen kuin selluloosanatrium per arc toiminta, tunkeutuminen, ja hitsin tulokset. Pieni määrä rautajauhetta lisätään e6010: een ja E6011: een kaaren vakauttamiseksi ja paremman laskeumanopeuden saavuttamiseksi.
- Rutiilinatrium (EXX12) – jos titaani tai rutiilidioksidi on korkea suhteessa muihin komponentteihin, elektrodi antaa käyttäjälle houkuttelevan ulkonäön. Tämä elektrodi tarjoaa hiljaisen kaaren, matalat roiskeet ja hallitun kuonan. Hitsauspinta antaa tasaisen ulkonäön, mutta vähemmän tunkeutumista ja hieman vähemmän metallin ominaisuuksia kuin selluloosaelektrodeilla. Tämä elektrodi tarjoaa korkean laskeumanopeuden ja pienen kaarijännitteen, jotta se sopii vaihtovirralle tai tasavirralle elektrodin ollessa negatiivinen.
- Rutiilikalium (EXX13) – tämä elektrodin pinnoite toimii hyvin samalla tavalla kuin rutiilinatrium paitsi tässä kalium käytetään kaaren ionisaatioon. Tämän tyyppinen pinnoite tuottaa erittäin hiljainen, ja sileä käynnissä kaari, jota voidaan käyttää sopiva vaihtovirta. Sitä voidaan käyttää jommankumman napaisuuden tasavirralla.
- Rutiilirautajauhe (EXXX4) – pinnoite on hyvin lähellä rutiilipinnoitetta lukuun ottamatta siihen sisältyvää rautajauhetta. Rautapitoisuuden ollessa 25-40% elektrodi on EXX14 ja 50% tai enemmän rautajauhetta tekee elektrodista EXX24. Pienempi rautapitoisuus tekee siitä sopivan kaikkiin asentoihin. Suurempi osuus rautaa tekee siitä sopivan tasaiseen asentoon vaakasuorilla fileehitseillä. Laskeumanopeus kasvaa molemmissa tapauksissa riippuen rautapitoisuuden suhteesta.
- Vähävetyinen natrium (EXXX5) – pinnoitetta, jossa on suuri määrä kalsiumkarbonaattia tai kalsiumfluoridia, kutsutaan kalkkiferriittiseksi, vähävetyiseksi tai perustyyppiseksi elektrodiksi. Jotta arc-ilmakehässä olisi mahdollisimman vähän vetyä, pinnoitteessa ei saisi olla selluloosaa, savea, asbestia eikä muita mineraaleja. Pinnoitteet paistetaan korkeammassa lämpötilassa ja niillä on ylivertaiset hitsimetalliominaisuudet. Ne tarjoavat suurimman sitkeyden, keskivaikean tai keskivaikean tunkeutumisen ja keskinopean laskeuman. Nämä on säilytettävä valvotussa tilassa ja niitä voidaan käyttää tasavirran kanssa elektrodi positiivinen.
- Alhainen vety kalium (EXXX6) – näiden päällystettyjen hitsauselektrodien ominaisuudet ovat samanlaisia kuin alhainen vetynatrium lukuun ottamatta kaliumin korvaamista natriumilta arc-ionisaatiossa. Elektrodia käytetään AC: n kanssa ja sitä voidaan käyttää DC-elektrodin ollessa positiivinen. Tässä kaari on tasaisempi, mutta kahden elektrodin tunkeutuminen pysyy samana.
- Alhainen vety kalium (EXXX6) – elektrodin pinnoite pysyy tässä samanlaisena kuin edellinen, mutta rautajauhe lisätään elektrodiin 35-40%: n suhteessa elektrodin nimeämiseksi EXX18: ksi.
- Alhainen vety rautajauhe (EXX28) – tällä hitsauselektrodilla on samanlaiset ominaisuudet kuin EXX18: lla, mutta pinnoitteessa on 50% tai enemmän rautajauhetta. Se on hyödyllinen tasaisessa asennossa ja tekee vaakasuora filee hitsaus. Tässä laskeuma on parempi kuin EXX18. Korkeampiseoselektrodit käyttävät matalavetyisiä pinnoitteita. Voimme lisätä erityisiä metalli pinnoitteet tehdä elektrodit metalliseos tyyppi, jossa loppuliitteen kirjaimia käytetään osoittamaan hitsin metallikoostumuksia. Alhaisen vedyn tyyppisiä elektrodeja käytetään ruostumattoman teräksen hitsaamiseen.
- rautaoksidinatrium (EXX20) – korkea rautapitoisuus pinnoitteissa tuottaa hitsikerrostuman, joka tuottaa isompaa kuonaa ja on jopa vaikea hallita. Tämä pinnoite tuottaa nopeammin laskeuman keskipitkän levinneisyys ja alhainen roiskeita tasolla ja erittäin sileä viimeistely hitsauksessa. Nämä elektrodit sopivat tasaiseen asentoon ja tekevät vaakasuorat fileet hitsit. Nämä elektrodit voidaan käyttää AC tai DC joko napaisuus.
- rautaoksidi Rautavoima (EXX27) – näiden elektrodien ominaisuudet vastaavat rautaoksidinatriumtyyppisiä elektrodeja, mutta se kuljettaa 50% tai enemmän rautaa. Tämä merkki parantaa laskeumanopeutta ja sitä voidaan käyttää joko napaisuuden vaihtavalla tasavirralla.
varastointi
elektrodit on pidettävä kuivina, koska kosteus voi tuhota niiden pinnoitteiden ominaisuudet ja johtaa liiallisiin roiskeisiin. Se voi aiheuttaa huokoisuutta ja halkeamia kehitystä hitsattu vyöhyke. Kun elektrodit altistuvat kostealle ympäristölle yli 2-3 tuntia, on suositeltavaa kuumentaa kuivana sopivassa uunissa vähintään 2 tuntia 500 asteessa.

kun ne on otettu uunista, ne on säilytettävä kosteassa säiliössä. Älä koskaan taivuta elektrodia, koska se voi vahingoittaa pinnoitteita ja paljastaa ydinjohdon. Meidän ei pitäisi käyttää elektrodia, jossa on altistunut Lanka hitsaukseen. Loppuliitteellä R varustetuilla elektrodeilla on parempi kosteudenkestävyys.
Elektrodityypit
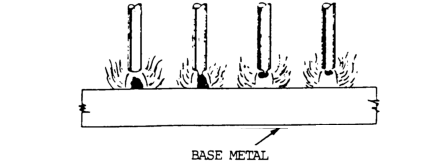
paljaat elektrodit
nämä paljaat elektrodit koostuvat johtokoostumuksista näitä erityisiä sovelluksia varten. Lisäpinnoitteita ei ole kuin vaijerivedossa vaadittavat. Lanka piirustus pinnoitteet on hieman vakauttava vaikutus kaaren, mutta ei erityisiä seurauksia. Näitä paljaita elektrodeja käytetään mangaaniteräksen hitsaamiseen ja muihin merkintöihin, joissa pinnoitettua elektrodia ei haluta.
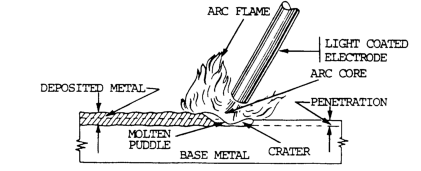
Kevytpinnoitetuilla hitsauselektrodeilla
on aina tietty koostumus.
he levittivät pinnalle kevyen päällysteen kastamalla, pesemällä, harjaamalla, suihkuttamalla, pyyhkimällä ja tömäyttämällä. Nämä pinnoitteet tarkoittivat: parantaa kaarivirtaa. E45 on sarjaan listattu elektrodien tunnistusjärjestelmä.
näillä pinnoitteilla on seuraavat tehtävät:
- se pelkistää / liuottaa oksidia, fosforia ja oksidia epäpuhtauksina.
- se muuttaa sulan metallin pintajännitystä. Se tekee elektrodin globuleista pienempiä ja useammin. Se tekee sulan metallin liikkeestä sileää ja tasaista.
- se parantaa kaaren vakautta helposti ionisoituvilla materiaaleilla, jotka tuodaan kaarikaskadiin.
- kevyistä pinnoitteista syntyy kuona, joka on ohutta toisin kuin suojattu kaarielektrodityyppinen kuona.
suojatut Valokaariset / Raskaat pinnoitetut elektrodit
näillä elektrodeilla on lopullinen koostumus ja niissä on pinnoite, joka levitetään suulakepuristamalla ja upottamalla, ja niitä valmistetaan 3 yleistä tyyppiä.
- selluloosapinnoitteilla
- mineraalipinnoitteilla
- mineraalien ja selluloosan yhdistelmillä
selluloosapinnoitteet koostuivat liukoisesta puuvillasta/ mistä tahansa muunlaisesta selluloosasta, johon oli lisätty vähän natriumia, kaliumia, titaania ja joitakin muita mineraaleja. Selluloosapinnoitteet suojaavat sulan metallin kaasumaisella osalla kaaren ja hitsausvyöhykkeen ympärillä.
mineraalipinnoitteita ovat natriumsilikaatti, metallioksidisavi ja muut epäorgaaniset aineet ja niiden yhdistelmät. Näistä elektrodeista muodostuu kuona-aines.
raskaspäällysteisiä tai suojattuja kaarielektrodeja käytetään hitsaamaan valurautaa, terästä ja kovia pintoja.
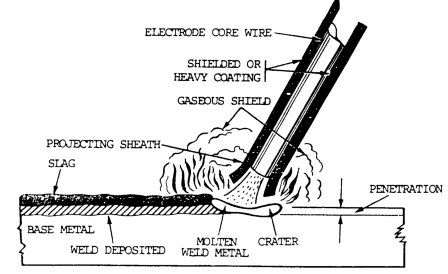
suojattujen Valokaaripinnoitettujen elektrodien
tarkoituksena on tuottaa valokaaren ympärille kaasusuoja, joka puolestaan estää hapen ja typen kontaminaation hitsausmetallialueella.
happi kykenee yhdistymään sulan metallin kanssa irrottaen seoksia ja aiheuttaen vuorostaan huokoisuutta.
typellä on huonoja vaikutuksia, kuten hauraus, alhainen lujuus, Alhainen sitkeys ja jopa huono korroosionkestävyys.
ne vähentävät epäpuhtauksia, kuten rikkiä, oksideja ja fosforia, koska ne heikentävät hitsausesiintymää.
ne vakauttavat valokaarta, poistavat laajoja jännitevaihteluita ja vähentävät näin roiskeita suuressa määrin.
elektrodien päässä oleva sula metalli hajoaa pieniksi pienhiukkasiksi vähentämällä sulan metallin pintajännitystä. Ne vähentävät houkuttelevaa painetta sulan metallin ja elektrodin välillä parempien tulosten saavuttamiseksi.
pinnoitteen silikaatit auttavat muodostamaan kuonaa sulan metallin päälle. Kuona jähmettyy hitaasti, jolloin pohjametalli ehtii jäähtyä ja jähmettyä. Hidas jähmettyminen poistaa kaasun ja pinnalla leijuvien epäpuhtauksien kiinnijäämisriskin. Hitaalla jäähdytyksellä on hehkuttava vaikutus hitsausesiintymään.
ulkonäköä ja ominaisuuksia voidaan muuttaa lisäämällä pinnoitteisiin seosaineita. Kuona tuottaa laadukkaampia hitsimetalleja suuremmalla nopeudella.
Volframielektrodit
nämä ovat ei-kuluvia vääriä elektrodeja volframi Inertille kaasulle (TIG) tai GTAW: lle.
nämä elektrodit voidaan tunnistaa maalatuista päätymerkeistä kuten alla:
- vihreä-puhdas volframi
- Keltainen – 1% toriumia
- punainen – 2% toriumia
- ruskea-0,3-0,5% zirkoniumia
1. Puhdas volframi-se on vihreä kallistuu 99,5% puhtaus ja käytetään vähemmän kriittisiä toimintoja hitsaus. Niillä on alhainen virrankantokyky ja alhainen epäpuhtauksien ja saastumisen kestävyys.
2. Torium Volframielektrodit – ne ovat saatavilla 1% ja 2% torium ja merkitty superior puhdasta volframielektrodit, koska parempi kaaren tuijottaa, parempi elektronien lähtö, parempi kaaren vakautta, korkea nykyinen kantokyky, parempi kontaminaationkestävyys, ja parempi pidempi käyttöikä.
3. Zirkonium elektrodit-volframielektrodin kanssa 0,3-0,5% Zirkonium luokiteltu puhdas volframi ja toriated volframielektrodien FAS suorituskyky on huolissaan. Vaihtovirran vähäiset merkinnät toimivat paremmin kuin muut.
kun seostettu volframi jauhetaan pisteeseen, se tuottaa hienomman kaaren. Jos elektrodeja ei ole maadoitettu oikein, niitä on käytettävä suurimmalla virralla ja vain kohtuullisella kaaren vakaudella. Terävä volframielektrodin on vaikea ylläpitää, jos tasavirtalaitteita käytetään ja kosketus alkaa kaaren on käytäntö. Meidän pitäisi asettaa korkean taajuuden virta säännölliseen hitsausvirtaan elektrodin muodon säilyttämiseksi ja elektrodien sisällyttämisen vähentämiseksi hitsauksessa. Torium ja zirkonium seokset tarjoavat paremman muodon säilyttää vaikka touch alkaa käytäntö käytetään.
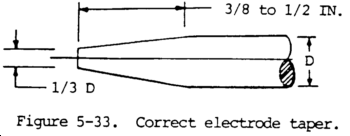
hitsauselektrodin laajennus kaasukupin ulkopuolelle riippuu hitsattavan liitoksen tyypistä. 3,2 mm: n pidennys, jota käytetään pienten gage-metallien puskuliitoksissa, kun taas 6,4-12,7: n pidennys voi olla tarpeen fileehitseille. Volframielektrodin on kallistettava hieman ja lisätä lisäainetta huolellisesti välttää yhteyttä elektrodin. Jos saastuminen tapahtui elektrodi on poistettava, uudelleen ja aseta se uudelleen.
Tasavirtahitsauselektrodit
on aina suositeltavaa noudattaa valmistajan ohjeita, kun käytetään tietyntyyppistä hitsauselektrodia. Tasavirtakaarihitsauselektrodit on korvamerkitty käänteiselle napaisuudelle eli elektrodin positiiviselle tai suoralle napaisuudelle tarkoittaa elektrodin negatiivista tai molempia. Mutta huomioi se, että monia mutta ei kaikkia tasavirtaelektrodeja voidaan käyttää vaihtovirralla. Tasavirta on edullinen valinta peitetyille, värittömille, paljaille ja seosteräselektrodeille. Valmistajan neuvoihin voi sisältyä epäjaloa metallia olevan tyypin mukaan huonon asennuksen korjaus jne.
suora napaisuus antaa yleensä pienemmän penetraation kuin käänteinen napaisuuselektrodit, mutta tarjoaa suuren hitsausnopeuden. Parempi tunkeutuminen voidaan saavuttaa kummalla tahansa tyypillä asianmukaisella hitsausilmakehällä ja kaarimanipulaatiolla.
Vaihtovirtakaarihitsauselektrodit
vaihtovirta on suotavampi hitsattaessa ahtaassa vyöhykkeessä ja hitsattaessa paksuja osia, koska se vähentää kaaripuhallusta. Kaaripuhalluksella on taipumus aiheuttaa kuonan sulkeumia, puhallusreikiä ja fuusion puutetta hitsauksessa. Niissä on pinnoitetut elektrodit, joissa on joko DC tai AC.
AC: tä käytetään atomisessa vetyhitsauksessa ja hiilikaariprosesseissa, joissa käytetään 2 hiilielektrodia. Se mahdollistaa tasaisen hitsausnopeuden ja elektrodin kulutuksen. Hiilikaaressa, kun suositellaan yhtä elektrodia, valitaan tasavirta suora napaisuus ja tässä elektrodin kulutus hitaammin.
vialliset pinnoitteiden elektrodit ja niiden vaikutukset
kaaren stabiilisuus kärsii, jos pinnoitteissa on oksidia tai muita alkuaineita. Paljaiden elektrodien koostumuksella ja tasaisuudella on tärkeä rooli kaaren stabiilisuuden säätelyssä. Elektrodien raskaat tai ohuet pinnoitteet eivät suvaitse viallisen langan vaikutuksia.
alumiinioksidi, pii, piidioksidi, rautasulfaatti ovat epävakaita, kun taas rautaoksidi, kalsiumoksidi, mangaanioksidi auttavat kaaren stabiloinnissa.
rikin ja fosforin ylimäärä 0,04% heikentää hitsin perusmetallia, kun ne siirtyvät elektrodilta sulaan metalliin pienin häviöin. Fosfori aiheuttaa hitsauksessa haurautta, viljan kasvua ja kylmää lyhyyttä. Nämä viat kasvavat suhteessa teräksen hiilipitoisuuteen. Rikki puolestaan toimii kuonana, rikkoo hitsausmetallin äänen ja johtaa kuumaan lyhyyteen. Rikki on haitallista erityisesti paljaille ja vähähiilisille teräselektrodeille, joiden mangaanipitoisuus on niukka, mikä edistää äänen ja vahvan hitsauksen muodostumista.
jos johdinsydämelle annettu lämpökäsittely ei ole yhtenäinen, elektrodi tarjoaa meille huonomman hitsin verrattuna saman koostumuksen elektrodiin, mutta lämpökäsiteltynä oikein.
hitsauselektrodien Depositionopeudet
hitsauselektrodien depositionopeudet vaihtelevat pinnoitteen koostumuksen mukaan. Korkeamman rautapitoisuuden elektrodilla on parempi laskeumanopeus. Yhdysvalloissa rautavoiman osuus pinnoitteessa on 10-50 prosentin luokkaa. Tämä perustuu kaavaan, jossa rautajauheen määrä pinnoitteessa verrattuna pinnoitteen painoon.

prosenttiosuudet on määritelty American welding Societyn spesifikaatioissa. Eurooppalainen menetelmä rautavoiman laskemiseksi perustuu talletetun hitsausmetallin painoon verrattuna prosessissa kulutetun ydinlangan painoon.

tyypit ei-kuluvia elektrodeja
ne ovat 2 tyyppiä ei-kuluvia elektrodeja.
- hiilielektrodi, joka on saatavana muuna kuin täyteelektrodina metallista kaaren leikkaukseen ja hitsaukseen. Se koostuu hiiligrafiittitangosta, jossa voi olla/ ei saa olla kuparin tai muun materiaalin pinnoitteita.
- volframielektrodi on volframista valmistettu ei-lisäaine-metallielektrodi, jota käytetään kaarihitsauksessa tai leikkauksessa.
Hiilielektrodit
AWS ei luokittele hiilihitsauselektrodeja, mutta sotilaallinen eritelmä MIL-e-17777C kertoo elektrodien leikkaamisen ja hitsauksen hiiligrafiitti päällystämättömät ja kuparipäällysteiset
on olemassa luokittelujärjestelmä, joka perustuu kolmeen luokkaan: tavallinen, päällystämätön ja kuparipinnoitettu. Se osoittaa halkaisija tiedot, pituus tiedot, vaatimus koko toleranssi, näytteenotto, testaus, ja laadunvarmistus. Tässä sovelluksia ovat hiilikaarihitsaus, kaksinkertainen hiilikaari, hiilileikkaus, kaivertaminen, ilman hiilikaaren leikkaus.
Tikkuelektrodit
tikkuhitsauksen muuttujat ovat seuraavat:
1. Koko-yleisesti saatavilla olevat koot ovat 1/16, 5/64, 3/32 (yleisin), 1/8, 3/18, 7/32 ja 5/16 tuumaa. Käytetyn elektrodin ydinlanka sattuu olemaan kapeampi kuin hitsattu materiaali.
2. Materiaali-stick hitsauselektrodit tulevat mieto teräs, raudaton, korkea hiiliteräs, valurauta, ja erikoisseos.
3. Lujuus-hitsin vetolujuuden on oltava vahvempi kuin hitsattava metalli. Elektrodin materiaalin on oltava myös vahvempi.
4. Hitsausasento – eri elektrodit, joita käytetään kussakin hitsausasennossa vaakasuorana, tasaisena jne.
5. Rauta power mix – rautajauhe saatavilla flux nostaa sulan metallin saatavuus hitsin lämmön muuttaa jauhe teräkseksi.
6. Pehmeä kaaren nimitys – tämä on ohuemmalle metallille eikä sillä ole täydellistä istuvuutta hitsauksessa.
Suosituimmat Kaarihitsauselektrodit
ne ovat seuraavat:
E6013 ja E6012-hitsaustangon eritelmät on suunniteltu ohuille metalleille ja liitoksille, joita ei ole helppo sovittaa yhteen.
E6011 – öljyiset, likaiset, pölyiset ja ruosteiset pinnat tarvitsevat tämäntyyppisen elektrodin. Se on monipuolinen, koska se toimii AC ja DC napaisuus. Se voi luoda pienen kuonan, eikä sitä tarvitse sijoittaa elektrodiuuniin.
E6010-sillä on samanlaiset ominaisuudet paitsi että se toimii vain tasavirralla.
E76018 ja E7016 – rautajauhetta lisätään vuossa vahvan hitsauksen aikaansaamiseksi. Se luo lätäkkö, joka voi olla vaikeuksia aloittelijoille.
Lue myös:
Hitsaussauva
AWS-luokitukset selitetty
Loppusanat
hitsauselektrodit tai hitsaussauvat on valmistettu hitsattavan metallin kaltaisista materiaaleista ja koostumuksesta. Valinta hitsaus sauva riippuu eri tekijöistä jokaisen hankkeen.
elektrodin valinta riippuu puhdistamisen helppoudesta, helmien laadusta, hitsauslujuudesta ja roiskeiden vähäisyydestä. Kaarihitsauselektrodi ja MIG-hitsauslanka ovat kuluvia, koska ne tulevat osaksi hitsausprosessia.
TIG-hitsauselektrodit eivät kulu, koska ne eivät sula ja tule osaksi hitsausta.