Un fil métallique revêtu d’une composition similaire au métal joint est défini comme une électrode de soudage. Plusieurs facteurs à considérer avant de choisir la bonne électrode pour tout projet.
L’électrode de soudage à l’arc / SMAW est consommable lorsqu’elle fait partie de la fusion de soudure. Il fait référence aux électrodes TIG comme non consommables car elles ne font pas partie de la soudure lors de la fusion. L’électrode de soudage MIG est un fil alimenté régulièrement appelé fil MIG.
Le choix de l’électrode de soudage dépend en grande partie de la résistance de la soudure, facile à nettoyer. meilleure qualité de perle et éclaboussures minimales.
Les électrodes de soudage doivent être stockées dans un environnement exempt d’humidité et retirées soigneusement de l’emballage pour éviter tout dommage en suivant soigneusement les instructions.
Contenu de la Page
Pourquoi les électrodes de soudage Sont-Elles couvertes?
Une fois que le métal fondu est exposé à l’environnement, il absorbe l’oxygène et l’azote qui affectent négativement et deviennent cassants. Une couverture de laitier devrait couvrir le métal de soudure fondu / solidifiant pour se protéger de l’atmosphère et le revêtement d’électrode nous fournit ce bouclier.
La composition de revêtement des électrodes de soudage détermine leur utilité et donc la composition du métal de soudure déposé et les spécifications.
Ils basent la formulation des revêtements d’électrodes de soudage sur le principe établi de la métallurgie, de la physique et de la chimie.
Le revêtement est là pour protéger des dommages, la stabilisation de l’arc, améliore le soudage de la manière suivante.
- Éclaboussures minimales dans la zone voisine du soudage
- Une surface lisse du métal de soudure et des bords uniformes
- Un arc de soudage stable et lisse
- Un revêtement résistant et résistant
- Élimination facile des scories
- Meilleur taux de dépôt
- Contrôle de la pénétration dans le soudage
Nous pouvons classer l’électrode de soudage à l’arc en électrodes à revêtement mince / nues et fortement revêtues / blindées. Le type d’électrode couvert est une sorte de style populaire de matériau de remplissage dans le processus de soudage à l’arc.
La composition du revêtement de l’électrode détermine l’utilité de l’électrode, et la spécification du matériau déposé décide de l’électrode. La catégorie d’électrode utilisée dépend en grande partie des propriétés spéciales du dépôt de soudure requis.
Ces propriétés comprennent la résistance à la corrosion, la durabilité élevée, la ductilité, le type de métal de base à souder, la position de la soudure horizontale, verticale, aérienne et le type de courant et de polarité.

Classification des électrodes de soudage
L’industrie du soudage a adopté la série de numéros de classification des baguettes de soudage décidée par l’American Welding Society (AWS).
Le système d’identification de l’électrode pour le soudage à l’arc en acier est adopté comme suit.
- E – Ce E indique l’électrode pour le soudage à l’arc
- Les deux ou trois premiers chiffres – Il indique la résistance à la traction en milliers de livres / pouce carré de matériau déposé une fois essayé de se séparer.
- Le 3ème ou le 4ème chiffre – Il indique la position de la soudure. Si 0, il ne montre aucune classification utilisée, 1 est pour chaque position, 2 pour plat et horizontal, 3 est pour la position plate seulement.
- Le 4ème chiffre – Il indique le type de revêtement et le type d’alimentation électrique, AC / DC, polarité droite ou inverse.
- Le numéro E6010 – Maintenant, il indique une tige de soudage à l’arc avec une résistance à la traction de 60 000 psi, peut être utilisée dans toutes les positions et en courant continu avec une polarité laconique.
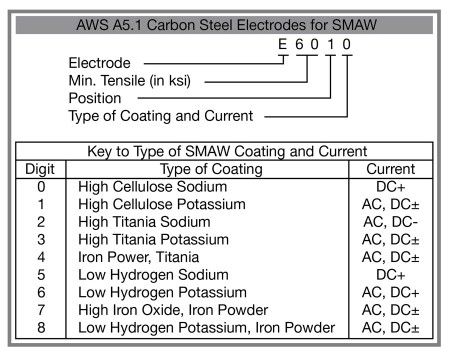
Types de courant, de polarité et de revêtement désignés par le 4ème chiffre du numéro de classification des électrodes
| Chiffre | Revêtement | Courant de soudure |
| 0 | * | * |
| 1 | Cellulose potassium | ac, dcrp, dcsp |
| 2 | ‘ d sodium | ac, dcsp |
| 3 | ‘ d potassium | ac, dcsp, dcrp |
| 4 | Poudre de fer titania | ac, dcsp, dcrp |
| 5 | Faible teneur en hydrogène sodique | dcrp |
| 6 | Faible teneur en hydrogène potassium | ac, dcrp |
| 7 | Poudre de fer Oxyde de fer | ac, dcsp |
| 8 | Poudre de fer faible teneur en hydrogène | ac, dcrp, dcsp |
Lorsque nous trouvons le quatrième ou le dernier chiffre comme zéro, le type de revêtement et le courant ne peuvent être jugés que par le troisième chiffre.
L’électrode de soudage à l’arc en acier inoxydable
Sa classification est la suivante:
- E – Cette lettre indique l’électrode pour le soudage à l’arc.
- Les 3 premiers chiffres indiquent le type d’acier inoxydable de fer et d’acier américain.
- Les 2 derniers chiffres indiquent la position et le courant utilisés dans le soudage.
- L’exemple du numéro E-308-16 suggère l’acier inoxydable de type 308, pour chaque position, avec courant continu alternatif ou à polarité inverse.
Système de classification des électrodes d’arc submergé
Le système pour désigner l’acier au carbone nu solide destiné aux électrodes d’arc submergé est le suivant.
- La lettre E comme préfixe utilisé pour spécifier une électrode. Il est suivi de la lettre qui indique la quantité de manganèse, H pour élevé, M pour moyen et L pour faible manganèse. Il est suivi d’un nombre qui indique la quantité moyenne de carbone au centième de pour cent. La composition de ces fils est identique au fil utilisé dans la spécification de soudage à l’arc métallique au gaz.
- Les spécifications de l’American Welding Society pour les fils d’électrode utilisés pour le soudage à l’arc submergé sont des électrodes nues en acier doux & flux pour le soudage à l’arc submergé. Cela montre à la fois la composition du fil et la chimie du dépôt de soudure en fonction du flux utilisé. La spécification donne la composition du fil d’électrode. Lorsque ces électrodes sont utilisées avec une procédure appropriée dans le soudage à l’arc submergé, le métal de soudure déposé répondra aux propriétés mécaniques nécessaires selon les spécifications.
- La tige de remplissage de soudage au gaz oxygaz est désignée par la lettre de préfixe R, suivie d’une lettre G indiquant que l’électrode est utilisée pour le soudage au gaz. Ceux-ci sont suivis de 2 chiffres comme 45,60 et 65, qui marquent la résistance à la traction approximative en 1000 psi.
- Dans la catégorie des matériaux de remplissage non ferreux, le préfixe de la lettre E, R et RB utilisé spécifiquement qui suit le symbole chimique du métal principal du fil. S’il y a une utilisation de plus d’un du même alliage de métaux dans le fil, nous pouvons ajouter un numéro de suffixe.
- Les spécifications AWS sont les plus largement adoptées pour la classification des tiges et des fils de soudage nus. Il existe des spécifications militaires telles que les types MIL-E, MIL-R.
La caractéristique importante d’une électrode de soudage solide en tant que fil et tiges est leur composition selon les spécifications données. La spécification comprend les limites de composition et les propriétés mécaniques nécessaires au processus de soudage.
Les fils pleins plaqués cuivre s’écaillent parfois de cuivre, ce qui peut créer des problèmes avec le mécanisme du rouleau d’alimentation en branchant la doublure ou la pointe de contact. Un revêtement de cuivre léger est souhaitable pour rendre le fil d’électrode exempt de saleté et de poussière. Utilisez un chiffon de nettoyage blanc pour nettoyer le fil-électrode tout le long afin d’empêcher la saleté et la poussière d’obstruer la doublure. Cela peut réduire la prise de courant et créer des opérations de soudage erratiques.
La résistance du fil est testée par la machine et une résistance plus élevée du fil est requise une fois passé à travers les pistolets. La résistance à la traction minimale recommandée du fil requis est de 140 000 psi.
Le fil-électrode de nature continue disponible dans de nombreux emballages différents. Une bobine extrêmement petite utilisée dans les pistolets à bobine et une bobine de taille moyenne pour le soudage à l’arc à gaz fin. Ils sont disponibles sous forme de bobines à placer dans les équipements de soudage. De grandes bobines de plusieurs centaines de livres sont également disponibles. Ils sont disponibles en fûts où le fil est posé dans un récipient rond et connecté à un dévidoir automatique.
Revêtements d’électrodes de soudage
Les revêtements de baguettes de soudage pour alliage d’acier doux et faible contiennent de six à douze ingrédients, notamment:
- Cellulose – La cellulose se désintègre pour produire un bouclier de gaz qui protège l’arc en l’entourant.
- Carbonates métalliques – Il fournit une atmosphère réductrice et ajuste la basicité des scories.
- Dioxyde de titane – Il est utile pour former un laitier hautement fluide et à congélation rapide et assure l’ionisation de l’arc de soudage.
- Ferromanganèse et ferrosilicium – Ce revêtement aide à désoxyder le métal fondu et à compléter la teneur en manganèse et en silicium du métal de soudure déposé.
- Gommes et argiles – Il aide à fournir de l’élasticité à la matière plastique et à renforcer les revêtements.
- Silicate minéral – Il aide à la formation de scories et offre de la force au revêtement.
- Fluorure de calcium – Il produit un gaz de protection pour protéger l’arc, assurer la fluidité, ajuster la basicité des scories et la solubilité des oxydes métalliques.
- Métaux d’alliage comme le nickel, le chrome et le molybdène – Il offre une teneur en alliage au métal déposé.
- Manganèse ou oxyde de fer – Il aide à stabiliser l’arc et à ajuster la fluidité et les propriétés des scories.
- Poudre de fer – Elle augmente la productivité et fournit du métal supplémentaire à la zone de soudure.
Les revêtements de baguettes de soudage pour Acier doux
Ils sont les suivants:
- Cellulose sodique (EXX10) – Ce type d’électrode a un matériau cellulosique sous forme d’alliage faiblement allié retraité avec 30% de papier et de farine de bois. forme un bouclier de gaz L’agent réducteur de dioxyde de carbone et d’hydrogène qui produit un arc de creusement pour une pénétration profonde. Les projections sont les plus élevées par rapport aux autres électrodes avec un dépôt de soudure grossier. Il offre des propriétés mécaniques extrêmement bonnes même après vieillissement. C’est l’une des premières électrodes développées et largement utilisée dans le soudage de canalisations à la campagne. Il est utilisé normalement avec un courant continu à polarité inverse lorsque l’électrode est positive.
- Cellulose de potassium (EXX11) – Il a des caractères similaires à l’électrode de sodium de cellulose, sauf qu’ici, plus de potassium est utilisé que de sodium. Il ionise l’arc, ce qui le rend apte à souder avec un courant alternatif. Le résultat est similaire à celui de la cellulose sodique par action d’arc, pénétration et résultats de soudure. Une petite quantité de poudre de fer est ajoutée à E6010 et E6011 pour la stabilisation de l’arc et un meilleur taux de dépôt.
- Sodium rutile (EXX12) – Si le dioxyde de titane ou de rutile est élevé par rapport aux autres composants, l’électrode donne un aspect attrayant à l’utilisateur. Cette électrode offre un arc silencieux, de faibles éclaboussures et un laitier contrôlé. La surface de soudure donne un aspect lisse mais avec moins de pénétration et des propriétés métalliques légèrement inférieures à celles des électrodes en cellulose. Cette électrode fournit un taux de dépôt élevé et une faible tension d’arc pour l’adapter au courant alternatif ou au courant continu avec électrode négative.
- Potassium rutile (EXX13) – Ce revêtement d’électrode agit de manière très similaire au sodium rutile sauf qu’ici le potassium est utilisé pour l’ionisation de l’arc. Ce type de revêtement produit un arc de course très silencieux et fluide qui peut être utilisé avec un courant alternatif approprié. Il peut être utilisé avec un courant continu de l’une ou l’autre polarité.
- Poudre de fer rutile (EXXX4) – Le revêtement est très proche d’un revêtement rutile à l’exception de la poudre de fer qui y est incluse. Avec une teneur en fer de 25 à 40%, l’électrode est EXX14 et 50% ou plus de poudre de fer rend l’électrode EXX24. Un pourcentage inférieur de teneur en fer le rend adapté à toutes les positions. Le pourcentage plus élevé de fer le rend approprié pour une position plate avec des soudures d’angle horizontales. Le taux de dépôt est augmenté dans les deux cas en fonction de la teneur en fer.
- Sodium à faible teneur en hydrogène (EXXX5) – Un revêtement contenant une forte proportion de carbonate de calcium ou de fluorure de calcium est appelé électrode de ferrite à la chaux, à faible teneur en hydrogène ou de type basique. Pour assurer la teneur en hydrogène la plus faible possible dans l’atmosphère de l’arc, le revêtement ne doit pas contenir de cellulose, d’argiles, d’amiante et d’autres minéraux. Les revêtements sont cuits à une température plus élevée et ont des propriétés supérieures du métal de soudure. Ils offrent la ductilité la plus élevée, une pénétration moyenne à modérée avec une vitesse de dépôt moyenne. Ceux-ci doivent être stockés dans un état contrôlé et peuvent être utilisés en courant continu avec électrode positive.
- Potassium à faible teneur en hydrogène (EXXX6) – Les caractéristiques de ces électrodes de soudage revêtues sont similaires à celles du sodium à faible teneur en hydrogène, à l’exception de la substitution du potassium par le sodium pour l’ionisation par arc. L’électrode est utilisée avec AC et peut être utilisée avec une électrode CC positive. Ici, l’arc est plus lisse mais la pénétration des deux électrodes reste la même.
- Potassium à faible teneur en hydrogène (EXXX6) – Le revêtement de l’électrode reste ici similaire au précédent, mais la poudre de fer est ajoutée à l’électrode dans un rapport de 35 à 40% pour nommer l’électrode EXX18.
- Poudre de fer à faible teneur en hydrogène (EXX28) – Cette électrode de soudage présente des caractéristiques similaires à celles de l’EXX18, mais contient 50% ou plus de poudre de fer dans le revêtement. Il est utile en position plate et effectue un soudage d’angle horizontal. Ici, le taux de dépôt est meilleur qu’EXX18. Les électrodes en alliage supérieur utilisent des revêtements à faible teneur en hydrogène. Nous pouvons ajouter du métal spécifique dans les revêtements pour fabriquer le type d’alliage des électrodes où les lettres suffixées sont utilisées pour montrer les compositions de métaux soudés. Des électrodes à faible teneur en hydrogène sont utilisées pour le soudage de l’acier inoxydable.
- Oxyde de fer sodique (EXX20) – La teneur élevée en fer dans les revêtements produit un dépôt de soudure qui génère un laitier plus gros et est même difficile à contrôler. Ce revêtement produit un dépôt plus rapide avec une pénétration moyenne et un faible niveau d’éclaboussures et une finition très lisse lors du soudage. Ces électrodes sont adaptées à une position plate et réalisent des soudures d’angle horizontales. Ces électrodes peuvent être utilisées avec AC ou DC avec l’une ou l’autre polarité.
- Puissance en fer à l’oxyde de fer (EXX27) – Les caractéristiques de ces électrodes correspondent aux électrodes de type oxyde de fer et de sodium, mais elles contiennent 50% ou plus de puissance en fer. Ce caractère améliorera la vitesse de dépôt et pourra être utilisé avec un courant continu alternatif de l’une ou l’autre polarité.
Stockage
Il est obligatoire de garder les électrodes au sec car l’humidité peut détruire les caractéristiques de ses revêtements et entraîner des éclaboussures excessives. Il peut provoquer le développement de porosité et de fissures dans la zone soudée. Une fois que les électrodes sont exposées à l’environnement humide pendant plus de 2 à 3 heures, il est conseillé de chauffer à sec dans un four approprié pendant au moins 2 heures à 500 degrés F.

Une fois sortis du four, ils doivent être conservés dans un récipient résistant à l’humidité. Ne pliez jamais l’électrode car cela pourrait endommager les revêtements et exposer le fil central. Nous ne devons pas utiliser l’électrode avec un fil exposé pour le soudage. Les électrodes fournies avec le suffixe R ont une plus grande résistance à l’humidité.
Types d’électrodes
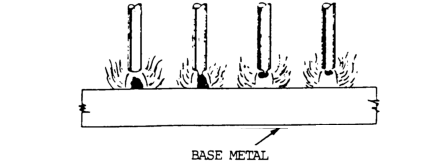
Électrodes nues
Ces électrodes nues sont composées de compositions de fils pour ces applications spécifiques. Il n’y a pas de revêtements supplémentaires sauf ceux requis dans le tréfilage. Les revêtements de tréfilage ont un petit effet stabilisant sur l’arc mais aucune conséquence spécifique. Ces électrodes nues sont utilisées pour souder de l’acier au manganèse et d’autres indications où l’électrode revêtue n’est pas souhaitée.
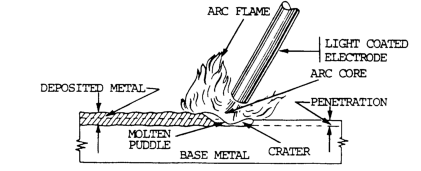
Électrodes revêtues de lumière
Il y a toujours une composition précise des électrodes de soudage revêtues de lumière.
Ils ont appliqué un léger revêtement sur la surface par trempage, lavage, brossage, pulvérisation, essuyage et culbutage. Ces revêtements signifiaient: améliorer le flux d’arc. L’E45 est le système d’identification des électrodes répertorié dans la série.
Ces revêtements ont les fonctions suivantes:
- Il réduit / dissout l’oxyde, le phosphore et l’oxyde sous forme d’impuretés.
- Il modifie la tension superficielle du métal en fusion. Il rend les globules de l’électrode plus petits et plus fréquents. Il rend le mouvement du métal fondu lisse et uniforme.
- Il améliore la stabilité de l’arc par des matériaux facilement ionisés introduits dans la cascade d’arc.
- Les revêtements légers génèrent un laitier mince contrairement au laitier de type électrode à arc blindée.
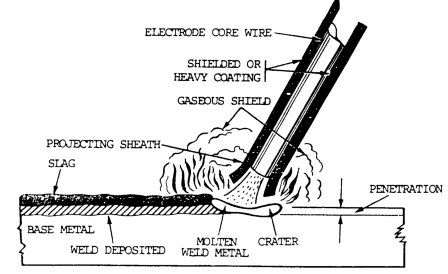
Électrodes à Arc blindé / à revêtement lourd
Ces électrodes ont une composition définitive et présentent un revêtement, appliqué par extrusion et trempage et sont fabriquées en 3 types généraux.
- Avec des revêtements de cellulose
- Avec des revêtements minéraux
- Avec une combinaison de minéraux et de cellulose
Les revêtements de cellulose étaient constitués de coton soluble / de toute autre forme de cellulose avec une petite quantité de sodium, de potassium, de titane et d’autres minéraux ajoutés. Les revêtements de cellulose protègent le métal en fusion avec une section gazeuse autour de l’arc et de la zone de soudage.
Les revêtements minéraux comprennent du silicate de sodium, de l’argile à oxyde métallique et d’autres substances et combinaisons inorganiques. Ces électrodes génèrent un dépôt de scories.
Les électrodes d’arc à revêtement lourd ou blindées sont utilisées pour souder la fonte, l’acier et les surfaces dures.
Buts des électrodes à revêtement lourd à arc blindé
Le but des revêtements d’électrodes est de produire un écran de gaz autour de l’arc qui empêche à son tour la contamination par l’oxygène et l’azote au niveau de la zone de métal de soudure.
L’oxygène a la capacité de se combiner avec le métal en fusion, éliminant les alliages et provoquant à son tour une porosité.
L’azote a des effets néfastes tels que la fragilité, une faible résistance, une faible ductilité et même une faible résistance à la corrosion.
Ils réduisent les impuretés comme le soufre, les oxydes et le phosphore car ils altèrent le dépôt de soudure.
Ils stabilisent l’arc, éliminent les grandes fluctuations de tension et réduisent ainsi les éclaboussures dans une large mesure.
Le métal fondu à l’extrémité des électrodes se désintègre en petites particules fines en réduisant la tension superficielle au niveau du métal fondu. Ils réduisent la pression attrayante entre le métal fondu et l’électrode pour de meilleurs résultats.
Les silicates contenus dans le revêtement aident à former un laitier sur le métal en fusion. Le laitier se solidifie à un rythme lent, de sorte que le métal sous-jacent a suffisamment de temps pour refroidir et se solidifier. La solidification lente élimine le risque de piégeage du gaz et des impuretés flottantes à la surface. Le refroidissement lent a un effet de recuit sur le dépôt de soudage.
L’aspect physique et les caractéristiques peuvent être modifiés en incorporant des matériaux d’alliage dans les revêtements. Les scories produiront des métaux de soudure de meilleure qualité à une vitesse plus élevée.
Électrodes en tungstène
Ce sont des électrodes non consommables incorrectes pour le gaz inerte de tungstène (TIG) ou GTAW.
Ces électrodes peuvent être identifiées par des marques d’extrémité peintes comme ci-dessous:
- Vert – Tungstène pur
- Jaune – 1% de Thorium
- Rouge – 2% de Thorium
- Brun – 0,3-0,5% de Zirconium
1. Tungstène pur – Il est vert avec une pureté de 99,5% et utilisé pour des opérations de soudage moins critiques. Ils ont une faible capacité de charge de courant et une faible résistance aux impuretés et à la contamination.
2. Électrodes en tungstène Thorié – Elles sont disponibles avec 1% et 2% de thorium et étiquetées comme supérieures aux électrodes en tungstène pur en raison d’un meilleur regard d’arc, d’une meilleure sortie d’électrons, d’une meilleure stabilité de l’arc, d’une capacité de charge de courant élevée, d’une meilleure résistance à la contamination et d’une meilleure durée de vie.
3. Électrodes de zirconium – L’électrode de tungstène avec 0,3 à 0,5% de zirconium classée entre le tungstène pur et les électrodes de tungstène thorié en tant que performance fas est concernée. Les quelques indications en courant alternatif fonctionnent mieux que les autres.
Une fois le tungstène allié broyé en un point, il produit un arc plus fin. Si les électrodes ne sont pas correctement mises à la terre, elles doivent fonctionner avec un courant maximal et avec une stabilité d’arc raisonnable. L’électrode pointue en tungstène est difficile à entretenir si l’équipement à courant continu est utilisé et que le démarrage tactile de l’arc est une pratique. Nous devons superposer un courant haute fréquence au courant de soudage régulier pour maintenir la forme de l’électrode et réduire l’inclusion d’électrodes dans la soudure. Les alliages de thorium et de zirconium offrent un meilleur maintien de la forme même lorsque la pratique de démarrage au toucher est utilisée.
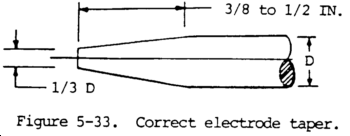
L’extension de l’électrode de soudage au-delà d’une coupelle à gaz dépend du type de joint à souder. Une extension de 3,2 mm utilisée pour les joints bout à bout en métal de petite jauge tandis qu’une extension de 6,4 à 12,7 peut être nécessaire pour les soudures d’angle. L’électrode de tungstène doit être légèrement inclinée et ajouter du métal d’apport avec précaution pour éviter d’entrer en contact avec l’électrode. Si la contamination s’est produite, l’électrode doit être retirée, broyée et replacée.
Électrodes de Soudage à l’arc à Courant continu
Il est toujours conseillé de suivre les instructions du fabricant lorsqu’un type spécifique d’électrode de soudage est utilisé. Les électrodes de soudage à l’arc en courant continu sont destinées à une polarité inverse, c’est-à-dire une électrode positive ou une polarité droite signifie une électrode négative ou les deux. Mais faites remarquer que de nombreuses électrodes à courant continu, mais pas toutes, peuvent être utilisées avec du courant alternatif. Le courant continu est le choix préféré pour les électrodes en acier couvertes, non ferreuses, nues et alliées. Les conseils du fabricant peuvent inclure selon le type de métal de base, une correction pour un mauvais ajustement, etc.
La polarité droite offre généralement une pénétration moindre par rapport aux électrodes à polarité inverse, mais offre une grande vitesse de soudage. La meilleure pénétration peut être obtenue avec l’un ou l’autre type par une atmosphère de soudage appropriée et une manipulation de l’arc.
Électrodes de soudage à l’arc en courant alternatif
Le courant alternatif est plus souhaitable lors du soudage dans la zone serrée et du soudage de sections épaisses car il réduit le coup d’arc. Le coup d’arc a tendance à provoquer des inclusions de scories, des trous de soufflage et un manque de fusion dans le soudage. Ils ont des électrodes revêtues de courant continu ou alternatif disponibles.
AC est utilisé dans les procédés de soudage à l’hydrogène atomique et à l’arc de carbone où 2 électrodes de carbone sont utilisées. Il permet un taux uniforme de soudage et de consommation d’électrodes. Dans un arc de carbone lorsqu’une électrode est recommandée, la polarité droite en courant continu est le choix et ici la consommation d’électrode à un rythme plus lent.
Électrodes de revêtements défectueux et leurs effets
La stabilité de l’arc est affectée s’il y a un oxyde ou d’autres éléments dans les revêtements. La composition et l’uniformité des électrodes nues jouent un rôle important dans le contrôle de la stabilité de l’arc. Les revêtements lourds ou minces sur les électrodes ne toléreront pas les effets du fil défectueux.
L’oxyde d’aluminium, le silicium, le dioxyde de silicium, le sulfate de fer se stabilisent tandis que l’oxyde de fer, l’oxyde de calcium, l’oxyde de manganèse, aident à stabiliser l’arc.
L’excès de soufre et de phosphore de 0,04% altérera le métal de base de la soudure lorsqu’ils seront transférés de l’électrode au métal fondu avec une perte minimale. Le phosphore provoque la fragilité, la croissance des grains et la brièveté à froid de la soudure. Ces défauts augmentent proportionnellement à la teneur en carbone de l’acier. Le soufre agit à son tour comme un laitier, brise la solidité du métal de soudure et conduit à une brièveté à chaud. Le soufre est nocif en particulier pour les électrodes en acier nu et à faible teneur en carbone avec une maigre teneur en manganèse qui favorise la formation d’une soudure solide et solide.
Si le traitement thermique donné à l’âme du fil n’est pas uniforme, l’électrode nous offrira la soudure inférieure par rapport à l’électrode de même composition mais traitée thermiquement correctement.
Vitesses de dépôt des électrodes de soudage
Les électrodes de soudage ont des vitesses de dépôt différentes selon la composition du revêtement. L’électrode à teneur en fer plus élevée a un meilleur taux de dépôt. Aux États-Unis, le pourcentage de puissance du fer dans un revêtement est compris entre 10 et 50%. Ceci est basé sur une formule où la quantité de poudre de fer dans le revêtement par rapport au poids du revêtement.

Les pourcentages sont définis par les spécifications de l’American welding society. La méthode européenne de calcul de la puissance du fer est basée sur le poids du métal de soudure déposé par rapport au poids du fil d’âme nu consommé dans le processus.

Types d’électrodes non consommables
Ce sont 2 types d’électrodes non consommables.
- L’électrode de carbone disponible en tant qu’électrode de métal sans remplissage pour la découpe et le soudage à l’arc. Il se compose d’une tige de graphite de carbone qui peut avoir / ne pas avoir de revêtements de cuivre ou d’un autre matériau.
- L’électrode de tungstène est une électrode en métal non d’apport en tungstène et utilisée dans le soudage à l’arc ou la découpe.
Électrodes en carbone
L’AWS ne classe pas les électrodes de soudage au carbone, mais la spécification militaire MIL-E-17777C indique que les électrodes coupant et soudant du graphite de carbone non couché et du cuivre revêtu
Il existe un système de classification basé sur trois grades: simple, non couché et revêtu de cuivre. Il présente des informations sur le diamètre, les informations sur la longueur, l’exigence de tolérance de taille, l’échantillonnage, les tests et l’assurance qualité. Ici, les applications incluent le soudage à l’arc au carbone, le double arc au carbone, la coupe au carbone, le gougeage, la coupe à l’arc au carbone à l’air.
Électrodes en bâton
Les variables du soudage en bâton sont les suivantes:
1. Taille – Les tailles couramment disponibles sont 1/16, 5/64, 3/32 (les plus courantes), 1/8, 3/18, 7/32 et 5/16 pouces. Le fil central de l’électrode utilisée se trouve être plus étroit que le matériau soudé.
2. Matériel – Les électrodes de soudage par bâtonnets sont en acier doux, sans fer, en acier à haute teneur en carbone, en fonte et en alliage spécial.
3. Résistance – La résistance à la traction de la soudure doit être plus forte que le métal à souder. Le matériau de l’électrode doit également être plus résistant.
4. Position de soudage – Les différentes électrodes utilisées pour chaque position de soudage comme horizontale, plate, etc.
5. Mélange de puissance de fer – La poudre de fer disponible dans le flux augmente la disponibilité du métal fondu pour la soudure lorsque la chaleur transforme la poudre en acier.
6. Désignation d’arc souple – C’est pour le métal plus fin et n’a pas le statut d’ajustement parfait dans le soudage.
Les électrodes de soudage à l’arc les plus populaires
Elles sont les suivantes:
E6013 et E6012 – Les spécifications de la tige de soudage sont conçues pour les métaux minces et les joints qui ne sont pas faciles à assembler.
E6011 – Les surfaces huileuses, sales, poussiéreuses et rouillées ont besoin de ce type d’électrode. Il est polyvalent car il fonctionne pour la polarité AC et DC. Il peut créer un petit laitier et ne doit pas être placé dans un four à électrodes.
E6010 – Il a des caractéristiques similaires sauf qu’il ne fonctionne qu’avec du courant continu.
E76018 et E7016 – La poudre de fer est ajoutée dans le flux pour créer une soudure solide. Cela crée une flaque d’eau qui peut avoir des difficultés pour les débutants.
Lire également:
Baguette de soudage
Explication des classifications AWS
Mots finaux
Les électrodes de soudage ou les baguettes de soudage sont fabriquées à partir de matériaux et d’une composition similaires au métal à souder. Le choix de la baguette de soudage dépend d’une variété de facteurs pour chaque projet.
Le choix de l’électrode dépend de la facilité de nettoyage, de la qualité du cordon, de la résistance de la soudure et des projections minimales. L’électrode de soudage à l’arc et le fil de soudage MIG sont consommables lorsqu’ils font partie du processus de soudage.
Les électrodes de soudage TIG ne sont pas consommables car elles ne fondent pas et ne font pas partie de la soudure.