az összekapcsolt fémhez hasonló összetételű fémhuzalt hegesztőelektródnak nevezzük. Számos tényezőt kell figyelembe venni, mielőtt bármilyen projekthez megfelelő elektródát választana.
az ívhegesztő elektróda/ SMAW fogyóeszköz, mivel a hegesztési fúzió részévé válnak. Arra utal, hogy a TIG elektródák nem fogyóeszközök, mivel nem válnak a hegesztés részévé olvadáskor. A MIG hegesztő elektróda egy rendszeresen táplált huzal, amelyet MIG huzalnak neveznek.
a hegesztő elektróda kiválasztása nagyban függ a hegesztési szilárdságtól, könnyen tisztítható. jobb minőségű gyöngy, minimális fröccsenés.
a Hegesztőelektródákat nedvességmentes környezetben kell tárolni, és óvatosan vegye ki a csomagolásból, hogy elkerülje a sérüléseket, gondosan kövesse az utasításokat.
az oldal tartalma
miért fedik le a hegesztő elektródákat?
Miután az olvadt fém ki van téve a környezetnek, elnyeli az oxigént és a nitrogént, amelyek hátrányosan befolyásolják és törékennyé válnak. A salak takarónak le kell fednie az olvadt/ megszilárduló hegesztett fémet, hogy megvédje a légkört, és az elektróda bevonat biztosítja számunkra ezt a pajzsot.
a hegesztőelektródák bevonó összetétele meghatározza azok hasznosságát, ezért a lerakódott hegesztőfém összetételét és specifikációját.
a hegesztő elektróda bevonatok megfogalmazását a kohászat, a fizika és a kémia alapelvére alapozzák.
a bevonat van, hogy megvédje a sérülésektől, ív stabilizáció, javítja a hegesztés a következő módon.
- minimális fröccsenés a hegesztés környéke zónában
- a sima felület hegesztési fém és élek még
- a stabil és sima hegesztési ív
- a kemény és erős bevonat
- könnyű salak eltávolítása
- jobb lerakódási sebesség
- penetráció szabályozás hegesztés
az ívhegesztő elektródát vékony bevonatú/csupasz és erősen bevont/árnyékolt ívelektródákba sorolhatjuk. A fedett elektróda egyfajta népszerű töltőanyag-stílus az ívhegesztési folyamatban.
az elektróda burkolatának összetétele határozza meg az elektróda hasznosságát, és a specifikáció letétbe helyezett anyag határozza meg az elektródát. Az alkalmazott elektróda kategóriája nagymértékben függ a szükséges hegesztési lerakódás különleges tulajdonságaitól.
ezek a tulajdonságok magukban foglalják a korrózióállóságot, a magas tartósságot, a hajlékonyságot, a hegesztendő nemesfém típusát, a hegesztés vízszintes, függőleges, felső helyzetét, valamint az áram és a polaritás típusát.

a hegesztőelektródák osztályozása
a hegesztőipar elfogadta az American Welding Society (AWS) által meghatározott hegesztőpálca-osztályozási sorozatot.
az acél ívhegesztéshez használt elektróda azonosító rendszerét az alábbiak szerint alkalmazzák.
- E – ez az e az ívhegesztéshez használt elektródát jelzi
- az 1.két vagy három számjegy – ez jelzi a szakítószilárdságot ezer fontban /négyzet hüvelykben a lerakódott anyag, amelyet egyszer megpróbáltak széthúzni.
- a 3.vagy 4. számjegy – ez jelzi a hegesztés helyzetét. Ha 0 nem mutat osztályozást, akkor 1 minden pozícióra, 2 lapos és vízszintes, 3 csak lapos pozícióra vonatkozik.
- a 4.számjegy – jelzi a bevonat típusát és az elektromos tápegység típusát, AC/DC, egyenes vagy fordított polaritást.
- az E6010 szám-most egy ívhegesztő rudat jelöl, amelynek feszítési szakítószilárdsága 60 000 psi, minden helyzetben használható, egyenáram pedig tömör polaritással.
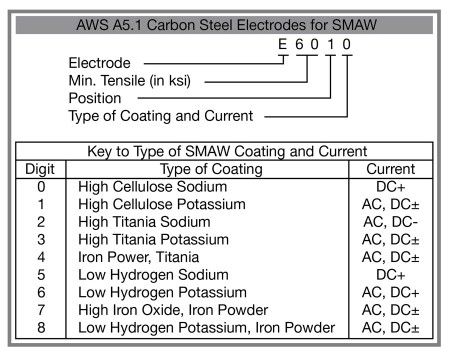
áram, polaritás és Bevonattípusok, amelyeket az elektróda osztályozási számának 4. számjegye jelöl
| számjegy | bevonat | hegesztési áram |
| 0 | * | * |
| 1 | cellulóz kálium | ac, dcrp, dcsp |
| 2 | ‘d nátrium | ac, dcsp |
| 3 | ‘d kálium | ac, dcsp, dcrp |
| 4 | vaspor titania | ac, dcsp, dcrp |
| 5 | alacsony hidrogén-nátrium | dcrp |
| 6 | alacsony hidrogén-kálium | ac, dcrp |
| 7 | vaspor vas-oxid | ac, dcsp |
| 8 | vaspor alacsony hidrogén | ac, dcrp, dcsp |
ha a negyedik vagy az utolsó számjegyet nullának találjuk, akkor a bevonat típusát és az áramot csak a harmadik számjegy alapján lehet megítélni.
a rozsdamentes acél ívhegesztő elektróda
besorolása a következő:
- E-ez a levél az ívhegesztés elektródáját jelzi.
- az első 3 számjegy az amerikai vas és acél rozsdamentes acél típusát jelzi.
- Az utolsó 2 számjegy a hegesztés során használt pozíciót és áramot jelzi.
- az E-308-16 számú példa 308 típusú rozsdamentes acélt javasol minden helyzetben, váltakozó áramú vagy fordított polaritású egyenárammal.
merülő Ívelektródák osztályozási rendszere
a merülő ívelektródákhoz szánt szilárd csupasz szénacél jelölésére szolgáló rendszer a következő.
- az e betű, mint előtag, amelyet az elektróda megadásához használnak. Ezt követi a mangán mennyiségét jelző betű, H Magas, M közepes, L pedig alacsony mangán. Ezt követi egy szám, amely jelzi az átlagos szénmennyiséget század százalékban. Ezeknek a vezetékeknek az összetétele megegyezik a gázfém ívhegesztési specifikációban használt huzallal.
- Az American Welding Society specifikációi elektródhuzal használt merülő ívhegesztéshez csupasz enyhe acél elektródák & fluxusok merülő ívhegesztéshez. Ez mind a huzal összetételét, mind a hegesztési lerakódás kémiáját mutatja az alkalmazott fluxustól függően. A specifikáció megadja az elektródhuzal összetételét. Ha ezeket az elektródákat megfelelő eljárással használják a víz alatti ívhegesztésben, a lerakódott hegesztési fém megfelel a specifikáció szerint szükséges mechanikai tulajdonságoknak.
- az oxyfuel gázhegesztő töltő rudat R előtaggal jelöljük, majd egy G betű jelzi, hogy az elektródát gázhegesztésre használják. Ezeket 2 számjegy követi 45,60-ként és 65-ként, amelyek a hozzávetőleges szakítószilárdságot 1000psi-ben jelölték meg.
- a színesfém kategória töltőanyag az előtag a levél E, R, és RB kifejezetten, amely követi a kémiai szimbólum a fő fém a huzal. Ha ugyanazon fémötvözet közül egynél többet használnak a huzalban,hozzáadhatunk egy utótagot.
- Az AWS specifikációkat a legszélesebb körben alkalmazzák a csupasz hegesztőpálca és huzal osztályozására. Vannak katonai előírások, például MIL-E, MIL-R típusok.
a szilárd Hegesztő elektróda, mint huzal és rúd fontos jellemzője az összetételük a megadott előírásoknak megfelelően. A specifikáció tartalmazza a hegesztési folyamathoz szükséges összetételi határértékeket és mechanikai tulajdonságokat.
a rézzel bevont szilárd huzalok néha leválnak a rézről, ami problémákat okozhat az előtoló tekercs mechanizmusában a bélés vagy az érintkezőcsúcs csatlakoztatásával. Egy könnyű réz bevonat kívánatos, hogy az elektróda huzal, mentes a szennyeződéstől és a portól. Használjon fehér tisztítókendőt a huzalelektróda teljes tisztításához, hogy megakadályozza a szennyeződés és a por eltömődését a bélésen. Ez csökkentheti az áramfelvétel és hozzon létre kiszámíthatatlan hegesztési műveleteket.
a huzal szilárdságát a gép teszteli, és a huzal nagyobb szilárdsága szükséges, ha áthalad a fegyvereken. A huzal ajánlott minimális szakítószilárdsága 140 000 psi.
a folyamatos természetű huzalelektród számos különböző csomagban kapható. Rendkívül kicsi orsó, amelyet orsópisztolyokban használnak, közepes méretű orsó pedig finom gáz fém ívhegesztéshez. Rendelkezésre állnak, mint tekercsek, hogy helyezze a hegesztő berendezések. Nagy orsók sok száz font is rendelkezésre állnak. Dobokban kaphatók, ahol a huzalt egy kerek edénybe helyezik, és egy automatikus huzaladagolóhoz csatlakoztatják.
hegesztőelektródák bevonatok
hegesztőpálcák bevonatok enyhe és alacsony acélötvözet hat-tizenkét összetevők, amelyek a következők:
- cellulóz-a cellulóz szétesik, hogy olyan gázpajzsot hozzon létre, amely körülveszi az ívet.
- fém karbonátok-redukáló légkört biztosít és beállítja a salak bázikusságát.
- titán-dioxid-hasznos a rendkívül folyékony és gyorsfagyasztó salak kialakításában, és biztosítja a hegesztés ívének ionizációját.
- ferromangán és ferroszilícium-ez a burkolat segít az olvadt fém deoxidizálásában, és kiegészíti a lerakódott hegesztett fém mangán-és szilíciumtartalmát.
- gumik és agyagok – segít a műanyag rugalmasságának biztosításában és a bevonatok szilárdságának biztosításában.
- ásványi szilikát-segíti a salakképződést és erőt ad a burkolatnak.
- kalcium-fluorid-árnyékoló gázt termel az ív védelme, folyékonyság biztosítása, a salak alaposságának beállítása és a fém-oxidok oldhatósága érdekében.
- ötvöző fémek, mint a nikkel, króm, molibdén – kínál ötvözet tartalma A lerakódott fém.
- mangán vagy vas-oxid – segít stabilizálni az ívet és beállítani a salak folyékonyságát és tulajdonságait.
- vaspor-növeli a termelékenységet és extra fémet biztosít a hegesztési zónához.
a Hegesztőpálca bevonatok lágyacél
ezek a következők:
- cellulóz-nátrium (EXX10) – ez a fajta elektróda cellulóz anyagot tartalmaz újrafeldolgozott alacsony ötvözet formájában, 30% papírral, valamint fa liszttel. gázpajzsot képez a redukálószer szén-dioxid és hidrogén, amely ásó ívet hoz létre a mély behatoláshoz. A fröccsenés a legmagasabb a durva hegesztési lerakódással rendelkező többi elektródához képest. Rendkívül jó mechanikai tulajdonságokat kínál az öregedés után is. Ez az egyik legkorábbi kifejlesztett elektróda, amelyet széles körben használnak vidéki csővezeték-hegesztésben. Normál esetben fordított polaritású egyenárammal használják, ha az elektróda pozitív.
- cellulóz-kálium (EXX11) – hasonló karakterekkel rendelkezik, mint a cellulóz-nátrium-elektróda, azzal a különbséggel, hogy itt több káliumot használnak, mint nátriumot. Az ív ionizációját teszi alkalmassá váltakozó áramú hegesztésre. Az eredmény hasonló a cellulóz-nátriumhoz ívenként, behatolásonként és hegesztési eredményenként. Kis mennyiségű vasport adunk az e6010-hez és az E6011-hez az ívstabilizálás és a jobb lerakódási sebesség érdekében.
- rutil-nátrium (EXX12) – ha a titán vagy a rutil-dioxid más komponensekhez képest magas, az elektróda vonzó megjelenést kölcsönöz a felhasználónak. Ez az elektróda csendes ívet, alacsony fröccsenést és szabályozott salakot kínál. A hegesztési felület sima megjelenést kölcsönöz, de kevesebb penetrációval és valamivel alacsonyabb fém tulajdonságokkal rendelkezik, mint a cellulóz elektródáknál. Ez az elektróda magas lerakódási sebességet és alacsony ívfeszültséget biztosít, hogy alkalmas legyen váltakozó áramra vagy egyenáramra negatív elektródával.
- rutil-kálium (EXX13) – ez az elektróda bevonat nagyon hasonló a rutil-nátriumhoz, kivéve itt a káliumot használják az ívionizációhoz. Ez a fajta bevonat termel egy nagyon csendes, sima futó ív, hogy lehet használni alkalmas váltakozó áram. Ezt fel lehet használni egy egyenáramú vagy polaritás.
- rutil vaspor (EXXX4) – a bevonat nagyon közel van a rutil bevonathoz, kivéve a benne lévő vasport. 25-40% vastartalommal az elektróda EXX14, 50% vagy annál több vaspor teszi az elektródát EXX24. A vastartalom alacsonyabb százaléka alkalmas minden pozícióra. A vas nagyobb százaléka alkalmassá teszi vízszintes filé hegesztéssel ellátott lapos helyzetbe. A lerakódási sebesség mindkét esetben növekszik a vastartalom arányától függően.
- alacsony hidrogén-nátrium (EXXX5) – a nagy mennyiségű kalcium-karbonátot vagy kalcium-fluoridot tartalmazó bevonatot mész ferrites, alacsony hidrogéntartalmú vagy bázikus típusú elektródának nevezzük. Az ív atmoszférában a lehető legalacsonyabb hidrogéntartalom biztosítása érdekében a bevonatnak nem szabad cellulózt, agyagot, azbesztet és más ásványi anyagokat tartalmaznia. A bevonatokat magasabb hőmérsékleten sütik, és kiváló hegesztési tulajdonságokkal rendelkeznek. A legnagyobb hajlékonyságot, közepes vagy közepes behatolást kínálják közepes lerakódási sebességgel. Ezeket ellenőrzött állapotban kell tárolni, és egyenárammal, pozitív elektródával lehet használni.
- alacsony hidrogén-kálium (EXXX6) – ezeknek a bevont hegesztőelektródáknak a jellemzői hasonlóak az alacsony hidrogén-nátriumhoz, kivéve a nátrium kálium helyettesítését az ívionizációhoz. Az elektródát AC-vel használják, és pozitív egyenáramú elektródával is használható. Itt az ív simább, de a két elektróda behatolása ugyanaz marad.
- alacsony hidrogén-kálium (EXXX6) – az elektróda bevonata itt hasonló marad az előzőhöz, de a vasport 35-40% arányban adják az elektródához, hogy az elektródát EXX18-nak nevezzék.
- alacsony hidrogéntartalmú vaspor (EXX28) – ez a hegesztő elektróda hasonló tulajdonságokkal rendelkezik, mint az EXX18, de legalább 50% vaspor van a bevonatban. Ez akkor hasznos, lapos helyzetben, és teszi a vízszintes filé hegesztés. Itt a lerakódási sebesség jobb, mint az EXX18. A magasabb ötvözetű elektródák alacsony hidrogénbevonatot használnak. Hozzáadhatunk speciális fémeket a bevonatokhoz, hogy az elektródák ötvözet típusúak legyenek, ahol a hegesztett fém kompozíciók bemutatására használt utótag betűk vannak. Alacsony hidrogén típusú elektródákat használnak rozsdamentes acél hegesztésére.
- vas-oxid-nátrium (EXX20) – a bevonatok magas vastartalma hegesztési lerakódást eredményez, amely nagyobb salakot generál, sőt nehezen szabályozható. Ez a bevonat gyorsabb lerakódást eredményez, közepes penetrációval és alacsony fröccsenési szinttel,valamint nagyon sima hegesztéssel. Ezek az elektródák lapos helyzetbe illeszkednek, és vízszintes filé hegesztéseket készítenek. Ezek az elektródák AC vagy DC polaritással használhatók.
- vas-oxid vasteljesítmény (EXX27) – ezeknek az elektródáknak a jellemzői megegyeznek a vas-oxid-nátrium típusú elektródákkal, de legalább 50% vasteljesítményt hordoz. Ez a karakter javítja a lerakódási sebességet, és mindkét polaritású váltakozó egyenárammal használható.
Tárolás
az elektródákat szárazon kell tartani, mivel a nedvesség tönkreteheti a bevonatok jellemzőit, és túlzott fröccsenéshez vezethet. Porozitást és repedéseket okozhat a hegesztett zónában. Miután az elektródákat 2-3 óránál hosszabb ideig nedves környezetnek tették ki, tanácsos szárazon melegíteni egy megfelelő kemencében legalább 2 órán át 500 F fokon.

miután kijött a sütőből, azokat nedves tartályban kell tárolni. Soha ne hajlítsa meg az elektródát, mert az károsíthatja a bevonatokat és felfedheti a maghuzalt. A hegesztéshez nem szabad az elektródát szabadon álló huzallal használni. Az R utótaggal ellátott elektródák nagyobb nedvességállósággal rendelkeznek.
elektródák típusai
csupasz elektródák
ezek a csupasz elektródák huzalösszetételekből állnak az említett speciális alkalmazásokhoz. Nincsenek extra bevonatok, kivéve azokat, amelyek a huzalhúzáshoz szükségesek. A huzalhúzó bevonatoknak kissé stabilizáló hatása van az ívre, de nincsenek konkrét következményei. Ezeket a csupasz elektródákat mangánacél és egyéb jelzések hegesztésére használják, ahol a bevont elektróda nem kívánatos.
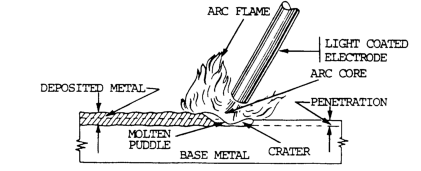
Fénybevonatú elektródák
a fénybevonatú hegesztőelektródáknak mindig van egy határozott összetétele.
könnyű bevonatot alkalmaztak a felületre bemártással, mosással, fogmosással, permetezéssel, törléssel és bukdácsolással. Ezek a bevonatok azt jelentették, hogy javítják az íváramot. Az E45 a sorozatban felsorolt elektróda-azonosító rendszer.
ezek a bevonatok a következő funkciókkal rendelkeznek:
- csökkenti / feloldja az oxidot, a foszfort és az oxidot szennyeződésként.
- megváltoztatja az olvadt fém felületi feszültségét. Az elektróda gömbjeit kisebb méretűvé és gyakoribbá teszi. Ez teszi a mozgását az olvadt fém sima és egyenletes.
- javítja az ívstabilitást az ívkaszkádba bevitt könnyen ionizált anyagok által.
- a könnyű bevonatok olyan salakot generálnak, amely vékony, ellentétben az árnyékolt ívelektród típusú salakkal.
árnyékolt ív / nehéz bevonatú elektródák
ezek az elektródák végleges összetételűek, extrudálással és merítéssel bevont bevonattal rendelkeznek, és 3 Általános típusban készülnek.
- cellulózbevonatokkal
- ásványi bevonatokkal
- ásványi anyagok és cellulóz kombinációjával
a cellulózbevonatok oldható pamutból/ bármilyen más cellulózformából álltak, kevés mennyiségű nátriumot, káliumot, titánt és néhány más hozzáadott ásványi anyagot tartalmaztak. A cellulózbevonatok az olvadt fémet az ív és a hegesztési zóna körüli gáznemű résszel védik.
az ásványi bevonatok közé tartozik a nátrium-szilikát, a fém-oxid agyag és más szervetlen anyagok és kombinációk. Ezek az elektródák salak lerakódást generálnak.
a nehéz bevonatú vagy árnyékolt ívelektródákat öntöttvas, acél és kemény felületek hegesztésére használják.
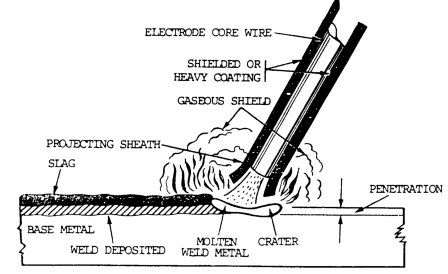
árnyékolt íves nehéz bevonatú elektródák
az elektróda bevonatok célja egy gázpajzs létrehozása az ív körül, amely viszont megakadályozza az oxigén és a nitrogén szennyeződését a hegesztési fém zónában.
az oxigén képes ötvözni az olvadt fémmel, eltávolítva az ötvözeteket, ami porozitást okoz.
a nitrogénnek olyan rossz hatásai vannak, mint a törékenység, az alacsony szilárdság, az alacsony alakíthatóság, sőt a korrózióval szembeni rossz ellenállás.
csökkentik a szennyeződéseket, például a ként, az oxidokat és a foszfort, mivel károsítják a hegesztési lerakódást.
stabilizálják az ívet, kiküszöbölik a feszültség széles ingadozásait, ezáltal nagymértékben csökkentik a fröccsenést.
az olvadt fém az elektródák végén apró finom részecskékre bomlik, csökkentve az olvadt fém felületi feszültségét. Csökkentik az olvadt fém és az elektróda közötti vonzó nyomást a jobb eredmények érdekében.
a bevonatban lévő szilikátok elősegítik a salak képződését az olvadt fém felett. A salak lassú ütemben megszilárdul, így az alatta lévő fémnek elegendő ideje van lehűlni és megszilárdulni. A lassú megszilárdulás megszünteti a gáz és az úszó szennyeződések beszorulásának kockázatát a felszínen. A lassú hűtés lágyító hatással van a hegesztési lerakódásra.
a fizikai megjelenés és jellemzők módosíthatók ötvöző anyagok bevonatokba történő beépítésével. A salak jobb minőségű hegesztési fémeket eredményez nagyobb sebességgel.
volfrámelektródák
ezek nem fogyóeszközök rossz elektródák Volfrám Inert gázhoz (TIG) vagy GTAW-hoz.
ezeket az elektródákat az alábbiak szerint festett végjelekkel lehet azonosítani:
- zöld-tiszta volfrám
- sárga-1% tórium
- piros-2% tórium
- Barna-0,3-0,5% cirkónium
1. Tiszta Volfrám-zöld hegyű, 99,5% – os tisztaságú, és kevésbé kritikus hegesztési műveletekhez használják. Alacsony áramerősséggel és alacsony ellenállással rendelkeznek a szennyeződésekkel és szennyeződésekkel szemben.
2. Thoriated volfrám elektródák – 1% és 2% tóriummal kaphatók, és a tiszta volfrám elektródákhoz képest jobbak, mert jobb íves bámulás, jobb elektron kimenet, jobb ívstabilitás, nagy áramerősség, jobb szennyeződés-ellenállás és jobb hosszabb élettartam.
3. Cirkónium elektródák-a volfrám elektróda 0,3-0,5% cirkónium kategorizált között tiszta volfrám és toriated volfrám elektródák fas teljesítmény tekintetében. Az a néhány jelzés váltakozó áram teljesítmény jobban működnek, mint mások.
miután ötvözött volfrám őrölt egy pontot, ez termel egy finomabb ív. Ha az elektródák nincsenek megfelelően földelve, akkor maximális árammal és csak ésszerű ívstabilitással kell működtetni őket. A hegyes volfrám elektródát nehéz fenntartani, ha az egyenáramú berendezést használják, és az ív érintéses indítása gyakorlat. Nagyfrekvenciás áramot kell ráhelyeznünk a normál hegesztőáramra, hogy fenntartsuk az elektróda alakját és csökkentsük az elektródák bevonását a hegesztésbe. A tórium és cirkónium ötvözetek jobb alakmegtartást kínálnak még akkor is, ha érintéses indítási gyakorlatot alkalmaznak.
a hegesztő elektróda kiterjesztése a gázpoháron túl a hegesztendő kötés típusától függ. 3,2 mm-es hosszabbítás a kis gage fém fenékízületeihez, míg 6,4-12,7-es hosszabbításra lehet szükség a filehegesztésekhez. A volfrámelektródát kissé meg kell dönteni, és óvatosan kell hozzáadni a töltőanyagot, hogy elkerülje az elektródával való érintkezést. Ha a szennyeződés megtörtént, az elektródát el kell távolítani, újra össze kell helyezni, majd újra be kell helyezni.
egyenáramú Ívhegesztő elektródák
mindig tanácsos betartani a gyártó utasításait, ha egy adott típusú hegesztőelektródot használnak. Az egyenáramú Ívhegesztő elektródák fordított polaritásra vannak elkülönítve, azaz az elektróda pozitív vagy az egyenes polaritás azt jelenti, hogy az elektróda negatív vagy mindkettő. De tegyen egy pontot, hogy sok, de nem minden egyenáramú elektróda használható váltakozó árammal. Az egyenáram az előnyben részesített választás a fedett, színesfém, csupasz és ötvözött acél elektródákhoz. A gyártói tanácsok magukban foglalhatják a nem nemesfém típusát, a rossz illeszkedés korrekcióját stb.
az egyenes polaritás általában kisebb behatolást biztosít a fordított polaritású elektródákhoz képest, de nagy hegesztési sebességet kínál. A jobb penetráció bármelyik típusnál megfelelő hegesztési atmoszférával és ívmanipulációval érhető el.
váltakozó áramú Ívhegesztő elektródák
a váltakozó áram kívánatosabb a szűk zónában történő hegesztésnél és a vastag szakaszok hegesztésénél, mivel csökkenti az ívfúvást. Az ívfúvás általában salak zárványokat, fúvólyukakat és fúzió hiányát okozza a hegesztésben. Ezek bevont elektródák DC vagy AC áll rendelkezésre.
az AC-t atomi hidrogénhegesztésben és szén-íves eljárásokban használják, ahol 2 szénelektródát használnak. Ez lehetővé teszi a hegesztés és az elektróda fogyasztásának egyenletes sebességét. Szén ívben, amikor egy elektróda ajánlott, akkor az egyenáramú egyenes polaritás a választás, itt pedig az elektróda fogyasztása lassabb ütemben.
hibás Bevonatelektródák és hatásuk
az ívstabilitást befolyásolja, ha oxid vagy más elem lesz a bevonatokban. A csupasz elektródák összetétele és egyenletessége fontos szerepet játszik az ívstabilitás szabályozásában. Az elektródák nehéz vagy vékony bevonatai nem engedik meg a hibás huzal hatásait.
az alumínium-oxid, A Szilícium, a szilícium-dioxid, a vas-szulfát nem stabilizálódik, míg a vas-oxid, a kalcium-oxid, a mangán-oxid segít az ív stabilizálásában.
a kén és a foszfor 0,04% – os feleslege rontja a hegesztési nemesfémeket, mivel az elektródról az olvadt fémre minimális veszteséggel kerülnek át. A foszfor törékenységet, szemcsenövést és hideg rövidséget okoz a hegesztésben. Ezek a hibák az acél széntartalmával arányosan növekednek. A kén viszont salakként működik, megtöri a hegesztett fém szilárdságát, és forró rövidséghez vezet. A kén különösen káros a csupasz és alacsony széntartalmú acél elektródákra, amelyek csekély mangántartalommal rendelkeznek, ami elősegíti a hang és az erős hegesztés kialakulását.
ha a huzalmagnak adott hőkezelés nem egyenletes, akkor az elektróda alacsonyabb hegesztést kínál nekünk az azonos összetételű, de megfelelően hőkezelt elektródához képest.
a hegesztőelektródák lerakódási sebessége
a hegesztőelektródák a bevonat összetételének megfelelően eltérő lerakódási sebességgel rendelkeznek. A nagyobb vastartalmú elektróda jobb lerakódási sebességgel rendelkezik. Az Egyesült Államokban a bevonat vasteljesítményének százaléka a 10-50% – os tartományban van. Ez egy olyan képleten alapul,ahol a bevonatban lévő vaspor mennyisége a bevonat tömegével szemben.

a százalékokat az American welding society specifikációi határozzák meg. A vasteljesítmény kiszámításának Európai módszere a lerakódott hegesztési fém súlyán alapul, szemben a folyamat során felhasznált csupasz maghuzal súlyával.

a nem fogyó elektródák típusai
2 típusú nem fogyó elektróda.
- a szénelektróda nem töltőelektródként kapható fém ívvágáshoz és hegesztéshez. Ez egy szén-grafit rúdból áll, amelynek réz vagy más anyag bevonata lehet / nem lehet.
- a volfrámelektróda volfrámból készült, nem töltőanyagú fémelektród, amelyet ívhegesztéshez vagy vágáshoz használnak.
Szénelektródák
az AWS nem kategorizálja a szénhegesztő elektródákat, de katonai specifikációként MIL-E-17777C van, hogy elmondja az elektródák vágását és hegesztését széngrafit bevonat nélküli és rézbevonatú
van egy osztályozási rendszer, amely három fokozaton alapul, mint sima, bevonat nélküli és rézbevonatú. Bemutatja az átmérőre vonatkozó információkat, a hosszúságra vonatkozó információkat, a mérettűrés követelményét, a mintavételt, a tesztelést és a minőségbiztosítást. Itt alkalmazások közé szén ívhegesztés, dupla szén ív, szén-vágás, vésés, levegő szén ív vágás.
Bot elektródák
a pálcahegesztés változói a következők:
1. Méret-az általánosan elérhető méretek 1/16, 5/64, 3/32 (leggyakoribb), 1/8, 3/18, 7/32 és 5/16 hüvelyk. A használt elektróda magvezetéke keskenyebb, mint a hegesztett anyag.
2. Anyag-a bothegesztő elektródák enyhe acélból, vasmentes, magas széntartalmú acélból, öntöttvasból és speciális ötvözetből készülnek.
3. Szilárdság-a hegesztés szakítószilárdságának erősebbnek kell lennie, mint a hegesztendő fémnek. Az elektródában lévő anyagnak is erősebbnek kell lennie.
4. Hegesztési helyzet – az egyes hegesztési helyzetekhez használt különböző elektródák vízszintes, lapos stb.
5. Vas teljesítménykeverék – a fluxusban rendelkezésre álló vaspor növeli az olvadt fém elérhetőségét a hegesztéshez, mivel a hő a port acélvá változtatja.
6. Lágy ívjelölés-ez a vékonyabb fémre vonatkozik, és nem rendelkezik tökéletes illeszkedési státusszal a hegesztésben.
a legnépszerűbb Ívhegesztő elektródák
ezek a következők:
E6013 és E6012 –a Hegesztőpálca specifikációi vékony fémekhez és olyan illesztésekhez készültek, amelyeket nem könnyű egymáshoz illeszteni.
E6011 – az olajos, piszkos, poros és rozsdás felületeknek ilyen típusú elektródára van szükségük. Sokoldalú, mivel AC és DC polaritással működik. Kis salakot hozhat létre, és nem kell elektróda kemencébe helyezni.
E6010-hasonló tulajdonságokkal rendelkezik, kivéve, hogy csak egyenárammal működik.
E76018 és E7016 – a vasport hozzáadják a fluxushoz, hogy erős hegesztést hozzanak létre. Olyan pocsolyát hoz létre, amelynek nehézségei lehetnek a kezdők számára.
olvassa el még:
Hegesztőrúd
AWS osztályozások magyarázata
utolsó szavak
a hegesztőelektródák vagy hegesztőpálcák a hegesztett fémhez hasonló anyagokból és összetételből készülnek. A Hegesztőpálca megválasztása számos tényezőtől függ minden egyes projektnél.
az elektróda kiválasztása a tisztítás egyszerűségétől, a gyöngy minőségétől, a hegesztési szilárdságtól és a minimális fröccsenéstől függ. Az ívhegesztő elektróda és a MiG hegesztőhuzal fogyóeszközök, mivel a hegesztési folyamat részévé válnak.
a TIG hegesztőelektródák nem fogyóeszközök, mivel nem olvadnak meg és nem válnak a hegesztés részévé.