Goffratura è semplicemente alzando la superficie del vostro disegno in modo che abbia una certa profondità. È il mondo reale equivalente agli effetti smussati e probabilmente deriva da sculture in rilievo-che assomigliano più da vicino al bassorilievo in cui la profondità è percepita come molto più di quanto non sia in realtà lì. La parola stessa è francese antico, proveniente da em (in) e boce (protuberanza).
Per quanto riguarda la progettazione grafica, la goffratura è stata utilizzata come finitura per prodotti stampati di fascia alta per centinaia di anni. È un ottimo modo per dare al tuo design un’altra dimensione che la stampa semplicemente non può fare. Emboss può essere utilizzato da solo o insieme a fogli, rivestimenti o stampa.
Come è fatto
La goffratura viene eseguita premendo un foglio di carta (o altro substrato) in uno stampo femmina, che ha un disegno inciso o inciso in esso. Questo di solito è fatto con una controparte maschile sotto la carta, in modo che la carta è inserita tra i due e il disegno viene trasferito alla carta.
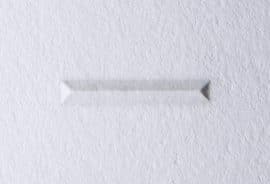
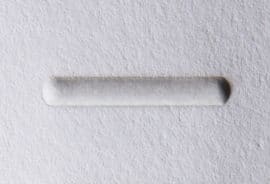
Anche se goffratura sembra essere abbastanza profonda visivamente, è comunemente non più di 15 micron e al massimo, 25 micron. Sono 25 mila centimetri. Il rilievo medio è di circa 1/64 di pollice. Potete vedere in questa foto come la profondità di uno stampo rilievo influenza l’aspetto del pezzo finale. Si noti che all’aumentare della profondità dello stampo, c’è una maggiore possibilità di strappo della carta (come si può vedere nella “D” di “guida”).

Mentre goffratura tecnicamente si riferisce ad una superficie rialzata, goffratura può anche essere fatto per creare un disegno depresso in una superficie. Nel settore della progettazione grafica e della stampa, questo è di solito indicato come ” deboss.”Per un deboss, gli stampi maschio e femmina vengono commutati in modo che il lato superiore (anteriore) del foglio venga premuto con il dado maschio e il dado femmina si trovi sotto di esso. Quando un deboss è registrato per la stampa, si può creare l’aspetto dell’incisione.
Per la maggior parte, presse che fanno goffratura sono intercambiabili con presse che fanno sventare. Entrambi i processi richiedono molta pressione e, per alcuni effetti, una piastra riscaldata. Inoltre, sventare e goffrare sono spesso fatti insieme e quindi ha senso avere una macchina in grado di gestire entrambi.
Le presse più comuni sono:
- Clamshell press: Questa pressa si chiude come una vongola, sandwich la carta tra il maschio e la femmina morire. Questo tipo di macchina ha tipicamente un ingombro ridotto con molta pressione. E ‘ anche facile da cambiare muore e cambiare il vostro set-up (make-ready), che lo rende una buona opzione per le piccole corse. Se sei in giro a sventare e goffrare abbastanza a lungo sei destinato a sentire Kluge. Questo è il più popolare clamshell stamping press ed è quasi sinonimo di clamshell stampa a caldo.
- Diritto stamp press: Bobst, Thermotype, Kensoll-Franklin e altre marche sono diritto stamp presse. Il dado arriva dritto verso il basso con la carta che viene alimentata dentro e fuori dall’area del timbro. A causa del percorso rettilineo della carta, questi sono più veloci delle presse a conchiglia. Ma in genere, il tempo di impostazione è più lungo. Per i lunghi periodi, questi sono migliori dei clamshell.
- Rotopressa: una rotopressa è simile a una stampante offset, tranne che invece di utilizzare lastre di inchiostro, utilizza stampi. Questa pressa utilizza un dado montato su un rullo. La carta, su un rullo o in fogli, viene alimentata e le impronte vengono arrotolate sul disegno. Questo è il più veloce dei tre tipi di stampa, ma gli stampi sono molto più costosi e il tempo di set up è molto più lungo. Quindi, in realtà, questo metodo è usato per cose che hanno enormi (nelle centinaia di migliaia o milioni) quantità di esecuzione.

Conchiglia di Sventare Premere

Bobst Dritto premere

Rotary sventare premere
Muore & Tipi di Goffratura
Abbiamo accennato muore di cui sopra. Stampi sono le piastre metalliche che hanno l’impressione di essere impresso inciso o inciso fuori di loro. Die può anche riferirsi alla controparte maschile alla femmina rilievo die, tuttavia questi sono di solito indicato come counterdie (per plastica e metallo) e make-ready per la carta.
Gli stampi sono il “maestro” per qualsiasi goffratura e quindi dettano in gran parte il tipo di rilievo che otterrai.
Questi sono i tipi più comuni di stampi per goffratura (si noti che gli stampi sono fatti di metallo e che non tutti i metalli sono creati uguali—i metalli più comunemente usati per gli stampi per goffratura sono magnesio, rame, bronzo e acciaio-coperti più sotto):

Stampo a livello singolo
Stampo a livello singolo: stampo per goffratura o incisione che modifica la superficie della carta a un livello. Questo è sia il più comune che il più economico di tutti gli stampi per goffratura. Il processo per la creazione del dado è identico alla creazione di un dado di pellicola tranne che l’immagine è invertita. Gli stampi a livello singolo sono realizzati solitamente in magnesio o rame. Un dado di magnesio può essere la metà del prezzo del rame, ma tappi fuori a qualche parte tra 5 e 10 mila impressioni. Inoltre, un dado di magnesio può essere distrutto con un singolo disallineamento nella macchina di stampaggio. Le matrici di rame sono più forti del magnesio e dureranno per molte più impressioni.
Rilievo multilivello
Stampo multilivello: un dado con un numero di livelli distintivi. Può essere inciso a macchina e non richiede utensili a mano. Gli stampi multilivello sono spesso realizzati in ottone. Un esempio di rilievo multilivello sono i disegni che hanno una “texture” sullo sfondo.
Rilievo del bordo smussato
Dado del bordo smussato: Simile a uno stampo a livello singolo, ma con una smussatura precisa sul bordo dell’immagine, di solito tra 30 e 60 gradi. Più ampio è l’angolo, maggiore è l’illusione della profondità. Gli stampi molto profondi devono avere bordi smussati per evitare di tagliare la carta.
Scalpello (tetto) emboss
Scalpello die: Un goffratura o debossing die con una forma a V, utilizzando due smussi senza una superficie di fondo piatto. È usato più frequentemente nel debossing. È anche a volte indicato come un dado “tetto”.

Stampo testurizzato
Stampo testurizzato: stampo goffrato con texture incisa. Anche se questo potrebbe sembrare simile a un dado scolpito, non lo è. Si tratta essenzialmente di un singolo livello rilievo morire con grafica molto dettagliata. Questi funzionano meglio per opere d’arte che non dipendono dal dettaglio di guardare raffinato. Modelli organici, texture della pelle e altre texture a livello singolo possono essere fatti con un dado strutturato.
Cupola rilievo die
arrotondato die (cupola die): Un dado di goffratura che conferisce una configurazione arrotondata a un’immagine in rilievo. È comunemente usato per loghi ed effetti tipografici.

Sculpted emboss die
Sculptured die: uno stampo lavorato a mano, solitamente in ottone, che imprime molti livelli attraverso l’uso di curve, angoli e profondità variabili. Questi stampi sono i più costosi in quanto richiedono a qualcuno di scolpire a mano il dado in base ai riferimenti di immagine forniti (queste immagini di solito vengono trasferite al metallo attraverso un bagno acido fotoincisione per l’uso come modello). Hanno anche l’effetto più bello, sembra un bassorilievo in carta.

Combinazione foil emboss die (combo die)
La combinazione muore (stagnola imprime muore): Più comunemente indicato come un “combo die” – questo tipo di stampo permette di goffratura e foil stamping per essere realizzato in una singola impressione. Dal punto di vista del design, ciò significa che anche ogni parte del design che viene goffrata viene sventata.
Di tutti questi stampi a rilievo, i più importanti da conoscere come designer sono a livello singolo e scolpiti (scolpiti). La maggior parte delle goffrature che vedi sui prodotti pubblicitari e di marketing utilizza stampi a rilievo a livello singolo-copertine di libri, copertine di brochure, biglietti da visita, carta intestata. Il prossimo più comuni sono i prodotti che utilizzano stampi scolpiti-carta intestata di fascia alta e biglietti da visita, biglietti di auguri e un sacco di prodotti di imballaggio. Gli altri stampi sono molto più specialità.
Metalli
Come accennato in precedenza, diversi tipi di stampi sono realizzati con metalli diversi. I tre più comuni sono magnesio, rame e ottone. Un progettista dovrebbe conoscere i pro ei contro di questi:
Magnesio: utilizzato per stampi a livello singolo. Il magnesio è un metallo morbido ed è inciso con acido. Il processo è abbastanza veloce, con l’incisione stessa che richiede solo pochi minuti. Il vantaggio del magnesio è il costo. È la metà del costo del rame e circa un quarto del costo dell’ottone. Mentre un piccolo dado di magnesio potrebbe costare 5 50, lo stesso dado in ottone potrebbe essere ben oltre $300. Lo svantaggio con il magnesio è che è morbido. Mentre i produttori di stampi valuteranno un mag die per 10.000 impressioni, spesso mostrerà l’usura prima di allora. Inoltre, un singolo inceppamento in una pressa può rovinare permanentemente il dado.
Rame: come il magnesio, il rame viene utilizzato per stampi a livello singolo. Il vantaggio che ha sopra il magnesio è il fatto che è significativamente più duro, valutato per le impressioni 100k. Non sarà rovinato da un inceppamento nella pressa. Mentre più costoso del magnesio, è ancora significativamente più economico dell’ottone. Lo svantaggio con il rame, come il magnesio, è che poiché viene creato utilizzando un processo di incisione, è utilizzabile solo per un rilievo a livello singolo.
Ottone: utilizzato per stampi multi-livello e scolpiti. L’ottone è il più duro dei metalli comuni e di solito dura più a lungo di qualsiasi tiratura. Gli stampi in ottone sono CNC e sono necessari per stampi a più livelli e scolpiti, nonché per matrici combinate in rilievo. Sono due o tre volte più costosi delle matrici di rame.

Per le applicazioni di rilievo più comuni, le matrici in rame sono la scelta migliore. Non significativamente più costosi degli stampi di magnesio, dureranno più a lungo e non saranno rovinati da un inceppamento di carta. Gli stampi in magnesio sono buoni per i prototipi a causa del loro basso costo e del loro rapido ritorno, ma con il giusto produttore di stampi, vedrai poche differenze nel ritorno di un dado mag rispetto a uno stampo in rame. Stampi in ottone sono una necessità per combo, multi livello o stampi scolpiti e si dovrebbe generalmente consentire per un paio di settimane per ottenere gli stampi fatti.
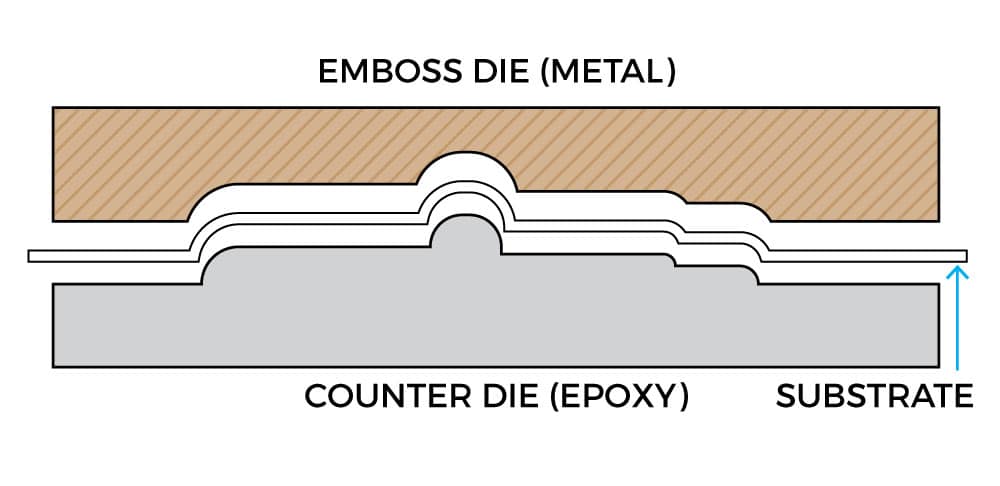
Counter Dies &Make-Readies
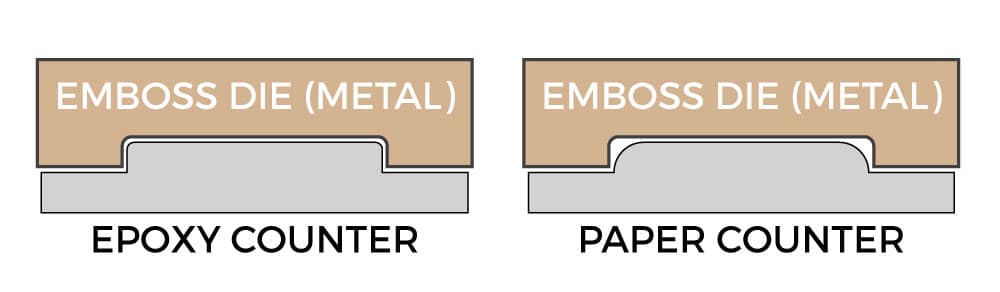
Un counter die (noto anche come “counterforce”) è la controparte maschile della femmina emboss die. La maggior parte dei produttori di stampi ti fornirà un contatore muore quando ti inviano un dado di rilievo. Questo contatore muore è fatto con una resina epossidica che indurisce in quello che sembra essere una plastica dura traslucida. Questi sono fatti mettendo resina epossidica su un sottile, bordo della vetroresina e poi stampando il rilievo muore su di esso. Se hai a che fare con un produttore di stampi di alta qualità, estrarranno anche il materiale in eccesso attorno al design, lasciando meno possibilità di contatto dove non è desiderato.
Le contro matrici possono anche essere fatte usando un materiale simile al truciolato di carta chiamato bordo di goffratura. Nel settore, questo è comunemente indicato come “bordo giallo” a causa del suo colore. Si mette questo nella stampa, renderlo leggermente umido e poi ripetutamente stamparlo con il vostro rilievo morire con il calore alzato. La combinazione della pressione e del calore che asciugano l’umidità nella tavola ti dà un contatore solido che funzionerà per brevi tirature.
I bordi del vostro rilievo, soprattutto quando si utilizza un singolo livello, foto-inciso die, sono in gran parte influenzato dal vostro contatore die. Più morbido sarà il tuo contatore, più arrotondati saranno i tuoi bordi. Al contrario, più solido il tuo contatore muore (come la plastica epossidica), più nitidi appariranno i bordi in rilievo.
Un “make-ready” è il composto di tutti i materiali che vanno sotto la matrice di rilievo, incluso il contatore die, qualsiasi substrato di base su cui è seduto il contatore die e qualsiasi accumulo sulla parte superiore del contatore die. Poiché uno stampo emboss è in metallo, l’unico controllo che hai durante il processo di stampaggio è il make-ready. Costruendolo o radendolo in alcune aree è possibile approfondire, ammorbidire o eliminare le aree di rilievo.
Una cosa importante da sapere come designer è che, a differenza di un foglio di morire, è possibile controllare ciò che è in rilievo attraverso il make-ready. Quindi, se si progetta qualcosa e si esegue un controllo di stampa sull’emboss e si scopre che un elemento dell’emboss non aggiunge nulla al design o lo sminuisce, è possibile rimuovere selettivamente l’emboss senza rifare il dado modificando il make-ready.
Applicazioni di goffratura
Mentre una serie di stampi sopra indicano quale tipo di goffratura otterrai, in realtà c’è un intero sottoinsieme di “tipi di rilievo” ed è importante che come designer tu sappia cosa sono:

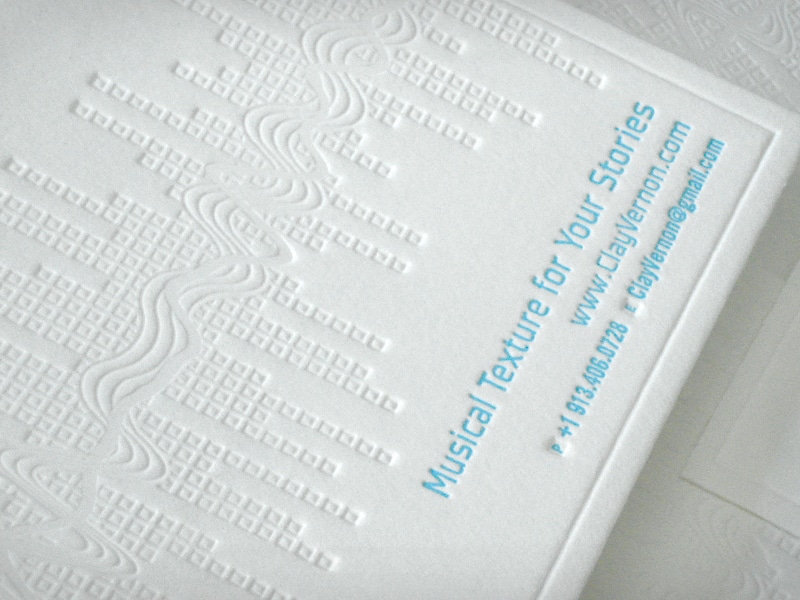
Biglietto da visita in rilievo cieco
Rilievo cieco
La goffratura cieca non include l’uso di inchiostro o pellicola per evidenziare l’area in rilievo. Il cambiamento nell’aspetto dimensionale del materiale è l’unica differenza evidente derivante dalla goffratura. Il processo di goffratura cieco fornisce un’immagine pulita e distintiva o sottile su carta. È meglio utilizzato per creare un’impressione sottile o un basso livello di attenzione al pezzo, ma fornire qualche leggera forma di differenziazione per il lavoro finito.

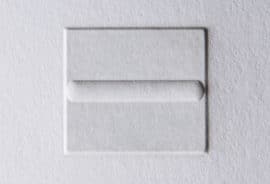
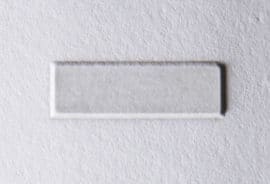
Rilievo registrato
Rilievo registrato
La goffratura registrata è un processo che posiziona l’immagine in rilievo in allineamento con un altro elemento creato con inchiostro, pellicola, punzonatura o con una seconda immagine in rilievo.
Combinazione foil rilievo die (combo die)
Combinazione Rilievo
Combinazione goffratura è il processo di goffratura e foil stamping la stessa immagine. Comporta l’imprinting e l’allineamento della lamina su un’immagine in rilievo per creare un rilievo della lamina. Per questa procedura viene utilizzato un dado scolpito, generalmente in ottone. Il processo richiede una stretta registrazione che deve essere controllata per mantenere l’immagine e il foglio abbinati con precisione. Il processo di goffratura e stampaggio a foglio viene eseguito in un’unica operazione con l’uso di una matrice combinata. La matrice combinata ha un bordo di taglio attorno al perimetro per rompere in modo pulito la lamina in eccesso dall’area in rilievo.
Pastelling
Pastelling è anche indicato come tinta foglia goffratura. Esso comporta il processo di utilizzo di un dado combinazione per fornire un aspetto antico sottile ad un substrato che è in rilievo e lamina stampata. È possibile selezionare finiture perlate, lucide chiare o simili finiture in lamina pastello che forniscono un morbido aspetto antico bicolore (senza bruciature) all’immagine in rilievo. Le scorte colorate più chiare funzionano meglio per fornire questo morbido effetto contrastante.
Vetratura
La vetratura si riferisce a un’area goffrata che ha un aspetto lucido o lucido. Molto spesso questo processo viene eseguito con calore che viene applicato con pressione per creare un’impressione lucida sullo stock. Le scorte pesanti di colore scuro generalmente funzionano meglio con la vetratura perché l’effetto lucido è molto più evidente e il colore scuro dello stock aiuta ad eliminare o ammorbidire qualsiasi aspetto bruciato che può derivare dall’applicazione del calore. Se utilizzato in combinazione con un foglio, il processo può fornire al foglio un aspetto leggermente più luminoso.
Bruciatura
La bruciatura è simile alla vetratura, tranne per il fatto che non viene utilizzata per lucidare il brodo. Invece, la bruciatura fa ciò che implica: poiché la temperatura della piastra di riscaldamento dello stampo viene aumentata oltre un normale intervallo di temperatura, viene creato un effetto bruciato nell’immagine in rilievo, che si traduce in un aspetto antico o ombreggiato. È meglio utilizzare uno stock di colore più chiaro per questa procedura al fine di fornire un aspetto bicolore unico. Si deve usare cautela nel richiedere questo effetto, poiché è facile bruciare il brodo se si utilizza troppo calore. Se la bruciatura si verifica troppo vicino alla copia stampata, può interferire con la chiarezza della copia stampata; tuttavia, questo può essere l’effetto desiderato per una particolare applicazione.
Progettazione per rilievo
Prima regola di progettazione per rilievo: creare grafica vettoriale. Ciò significa utilizzare Illustrator, InDesign o un altro software basato su vettori.
Quando viene creato uno stampo a rilievo, viene emesso un film che viene utilizzato per la fotoincisione del metallo. Pellicola ha un dpi di circa 2.400. E anche allora, le linee vettoriali rimangono pulite quando vengono prodotte su pellicola, praticamente indipendenti dalla risoluzione. Quando usi l’arte raster per creare un dado, finirai con un bordo frastagliato nel dado metallico che ha un’alta probabilità di tagliare la tua carta.
Quindi se hai intenzione di seguire una regola, questa è quella da seguire.
Ma al di là di questa regola d’oro, ci sono alcuni altri da tenere a mente quando si utilizza un rilievo nel disegno:
- Più grande è la tua area in rilievo, più profonda sarà. Al contrario, il più profondo si desidera il rilievo, più grande si dovrà fare la zona in rilievo.
- La lamina è intrinsecamente migliore quando è in rilievo. Foil riflette la luce e l’ambiente circostante. Dandogli una smussatura e bordi, si sta cattura la luce in vari punti in tutta la superficie.
- Accoppiare la goffratura con l’opera d’arte (dove l’arte che ha profondità, ombre e luci) è quasi una perdita di tempo. Il rilievo andrà perso nell’opera d’arte e l’opera d’arte potrebbe sembrare distorta dall’emboss. C’è quasi un’equazione inversa al lavoro—più complicata è la tua opera d’arte, più semplice dovrebbe essere il tuo rilievo. E il più complicato e intricato il vostro disegno rilievo, il più semplice la vostra opera d’arte dovrebbe essere. Se hai un dado scolpito, considera di fare un rilievo cieco o imprimere un’area piatta.
- La miscelazione di grandi aree di rilievo con una goffratura dettagliata con un singolo livello di rilievo significa sacrificare uno dei due. Il dettaglio fine in un dado inciso ha bisogno di pochissimo tempo per incidere. Incisione troppo a lungo inizierà a mangiare via il rilievo di disegno. Grandi aree di rilievo hanno bisogno di più tempo per incidere al fine di farli abbastanza in profondità. Quindi, se devi mescolare i due, probabilmente avrai bisogno di un dado a più livelli o scolpito per farlo bene. Oppure elabora il tuo progetto in modo che il livello di dettaglio del rilievo sia coerente in tutto il progetto.
- Se avete intenzione di utilizzare un foglio di combinazione e goffratura morire, rendersi conto che tutto ciò che è in rilievo dovrà anche essere sventato. Ciò elimina la possibilità di goffratura cieca o di goffratura registrata (dove il rilievo è registrato per stampare, non per stampare).
- Emboss è l’ultimo passo di finitura del vostro disegno. Il design può passare attraverso altri passaggi, come la piegatura e l’incollaggio (per l’imballaggio) o la rilegatura, per una copertina di un libro, ma le finiture effettive terminano con il rilievo. Non è possibile laminare una superficie in rilievo, non è possibile individuare la lucentezza o opacizzare una superficie in rilievo. Pensa con questo quando crei il tuo design. Ad esempio, se si desidera che il pezzo laminato, non è possibile utilizzare una combinazione morire come il calore di sventare scioglierà il laminato.
Preparare la tua opera d’arte
Come preparare la tua opera d’arte è qualcosa che dovresti discutere con il tuo produttore di stampi in quanto hanno specifiche diverse che vorranno che tu segua. Detto questo, non ho mai lavorato con un produttore di stampi che non accettasse file illustrator vettoriali o PDF vettoriali.
Ma poiché la goffratura è l’ultima fase del processo di finitura, è molto importante tenere a mente la registrazione, specialmente dove il rilievo si registrerà alla stampa. Una buona soluzione è quella di avere un segno di registrazione nella vostra opera d’arte rilievo che viene ripetuto anche sul foglio stampato. Questo deve essere al di fuori della linea di ritaglio/taglio finale della tua opera d’arte. Due o tre semplici segni ” + ” nella tua opera d’arte faranno il trucco, ma assicurati che siano abbastanza spessi da essere visibilmente impressi.
Alcuni produttori di stampi hanno lavorato con case di finitura e includono fori nei loro stampi in modo che gli stampi possano essere facilmente attaccati alla pressa di stampaggio. Se stai facendo un sacco di stampi, è una buona idea per ottenere il foro “griglia” o il layout e mettere questo in background in modo da poter assicurarsi che si sta preparando l’opera d’arte con questi fori in mente.