tłoczenie to po prostu podniesienie powierzchni projektu, aby miał pewną głębokość. Jest to rzeczywisty odpowiednik efektów ukosowania i prawdopodobnie wywodzi się z rzeźb reliefowych—najbardziej przypominających płaskorzeźbę, w której głębia jest postrzegana jako znacznie większa niż w rzeczywistości. Samo słowo jest starofrancuskie, pochodzące od em (w) I boce (wypukłość).
jeśli chodzi o projektowanie graficzne—tłoczenie jest używane jako wykończenie dla wysokiej klasy produktów drukowanych od setek lat. To świetny sposób, aby nadać projektowi inny wymiar, którego drukowanie po prostu nie może zrobić. Tłoczenie może być stosowane samodzielnie lub razem z folią, powłokami lub nadrukiem.
Jak to się robi
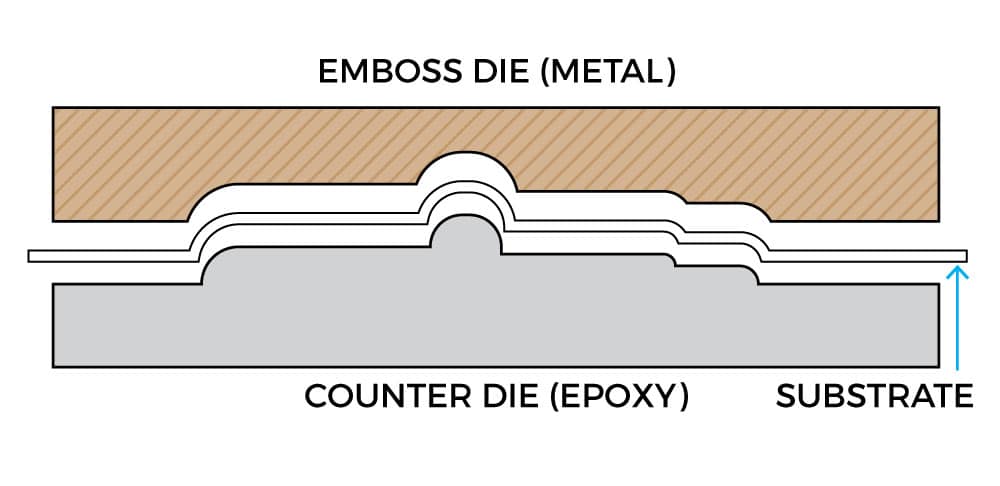
tłoczenie odbywa się poprzez naciśnięcie arkusza papieru (lub innego podłoża) w matrycę żeńską, która ma wygrawerowany lub wytrawiony wzór. Zwykle odbywa się to z męskim odpowiednikiem pod papierem, tak że papier jest umieszczony między nimi, a projekt jest przenoszony na papier.
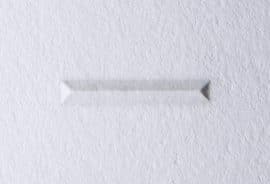
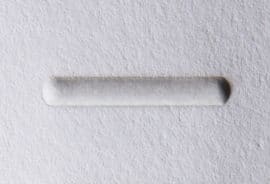
chociaż tłoczenie wydaje się być dość głębokie wizualnie, zwykle nie przekracza 15 mikronów, a co najwyżej 25 mikronów. To 25 tysięcy centymetrów. Średnia płaskorzeźba wynosi około 1/64 cala. Możesz zobaczyć na tym zdjęciu, jak głębokość matrycy do wytłaczania wpływa na wygląd końcowego elementu. Zauważ, że wraz ze wzrostem głębokości matrycy, istnieje większa szansa na rozerwanie papieru (co widać w „D” w „przewodniku”).

podczas wytłaczania technicznie odnosi się do podniesionej powierzchni, wytłaczanie można również zrobić, aby utworzyć depresji projekt w powierzchni. W przemyśle graficznym i poligraficznym jest to zwykle określane jako „deboss.”W przypadku wykrojnika matryce męskie i żeńskie są przełączane tak, że górna strona (przód) arkusza jest dociskana matrycą męską, a matryca żeńska znajduje się pod nią. Gdy deboss jest zarejestrowany do drukowania, można stworzyć wygląd grawerowania.
w przeważającej części prasy do wytłaczania są wymienne z prasami do foliowania. Oba procesy wymagają dużego nacisku, a dla pewnych efektów podgrzanej płyty. Co więcej, foliowanie i wytłaczanie są najczęściej wykonywane razem, więc warto mieć maszynę, która może obsługiwać oba.
najpopularniejsze prasy to:
- clamshell press: ta prasa zamyka się jak małż, umieszczając papier między męską i żeńską matrycą. Ten typ maszyny zwykle ma niewielką powierzchnię przy dużym nacisku. Łatwo jest również zmienić Matryce i zmienić konfigurację (make-ready), dzięki czemu jest to dobra opcja dla małych serii. Jeśli jesteś w pobliżu foliowania i tłoczenia wystarczająco długo, na pewno usłyszysz Kluge. Jest to najpopularniejsza prasa tłocząca typu clamshell i jest prawie synonimem Prasy tłoczącej na gorąco typu clamshell.
- prasa do stempli prostych: Bobst, Thermotype, Kensoll-Franklin i inne marki to Prasy do stempli prostych. Matryca schodzi prosto w dół z papierem wprowadzanym i wychodzącym z obszaru stempla. Ze względu na prostą ścieżkę papieru są one szybsze niż prasy clamshell. Ale zazwyczaj czas konfiguracji jest dłuższy. W przypadku długich biegów są one lepsze niż muszle.
- prasa Rolowa: prasa rolowa jest podobna do drukarki offsetowej, z tym że zamiast używać płyt atramentowych używa matryc. Prasa ta wykorzystuje matrycę zamontowaną na walcu. Papier, na rolce lub w arkuszach, jest podawany, a wyciski są zwijane na wzór. Jest to najszybszy z trzech typów pras, ale matryce są znacznie droższe, a czas konfiguracji jest znacznie dłuższy. Tak naprawdę, ta metoda jest używana do rzeczy, które mają ogromne (w setkach tysięcy lub milionów) ilości uruchomić.

prasa do foliowania Clamshell

prasa prosta Bobst

prasa do foliowania obrotowego
matryce & rodzaje tłoczenia
wspomnieliśmy o matrycach powyżej. Matryce są metalowe płytki, które mają wrażenie być wytłoczone grawerowane lub wytrawione z nich. Die może również odnosić się do męskiego odpowiednika do żeńskiej matrycy do wytłaczania, jednak są one zwykle określane jako counterdie (dla plastiku i metalu) i gotowe do papieru.
matryce są „mistrzem” dla każdego wytłaczania, a tym samym dyktować w dużej części rodzaj wytłaczania otrzymasz.
są to najczęstsze rodzaje tłoczników (należy pamiętać, że matryce są wykonane z metalu i że nie wszystkie metale są równe-metale najczęściej używane do tłoczenia matryc są magnez, miedź, brąz i stal-pokryte dalej poniżej):

matryca jednopoziomowa
matryca jednopoziomowa: Matryca do wytłaczania lub wytłaczania, która zmienia powierzchnię papieru na jednym poziomie. Jest to zarówno najczęstszy i najtańszy ze wszystkich matryc do wytłaczania. Proces tworzenia matrycy jest identyczny z tworzeniem matrycy foliowej, z tym że obraz jest odwrócony. Matryce jednopoziomowe wykonane są zwykle z magnezu lub miedzi. Matryca magnezowa może być o połowę tańsza niż miedź, ale wynosi od 5 do 10 tysięcy wyświetleń. Co więcej, matryca magnezowa może zostać zniszczona jednym niedopasowaniem w maszynie do tłoczenia. Matryce miedziane są silniejsze niż magnez i wystarczą na znacznie więcej wrażeń.
wielopoziomowe tłoczenie
wielopoziomowa matryca: matryca z wieloma charakterystycznymi poziomami. Może być grawerowany maszynowo i nie wymaga ręcznego oprzyrządowania. Matryce wielopoziomowe są często wykonane z mosiądzu. Przykładem wielopoziomowego wytłoczenia są projekty, które mają „teksturę” w tle.
Bevel edge emboss
Bevel-Edge die: Podobny do matrycy jednopoziomowej, ale z precyzyjnym ukosowaniem na krawędzi obrazu, zwykle w zakresie od 30 do 60 stopni. Im szerszy kąt, tym większa iluzja głębi. Bardzo głębokie matryce muszą mieć ścięte krawędzie, aby zapobiec przecięciu papieru.
dłuto (dachowe) tłoczenie
dłuto die: tłoczenie lub tłoczenie matrycy w kształcie litery V, przy użyciu dwóch skosów bez płaskiej powierzchni dna. Jest najczęściej używany w wytłaczaniu. Jest również czasami określany jako matryca „dachowa”.

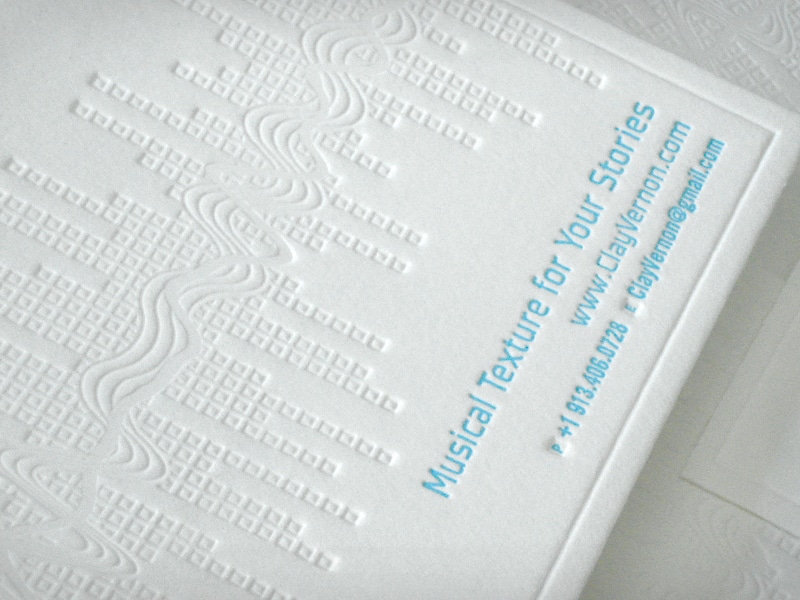
teksturowana matryca
teksturowana matryca: matryca do wytrawiania z wytrawioną teksturą. Chociaż może to wyglądać podobnie do wyrzeźbionej matrycy, nie jest. jest to zasadniczo jednopoziomowa Matryca do wytłaczania z bardzo szczegółową grafiką. Te działają najlepiej dla dzieł sztuki, które nie zależą od szczegółów, aby wyglądać wyrafinowane. Organiczne wzory, tekstury skóry i inne tekstury jednopoziomowe można wykonać za pomocą teksturowanej matrycy.
kopuła Emboss die
zaokrąglona die (kopuła die): Matryca do wytłaczania, która nadaje zaokrągloną konfigurację wytłoczonemu obrazowi. Jest powszechnie stosowany do logo i efektów typograficznych.

rzeźbiona Matryca do wytłaczania
rzeźbiona matryca: ręcznie narzędziowana matryca, zwykle wykonana z mosiądzu, która wytłacza wiele poziomów dzięki zastosowaniu krzywych, kątów i różnych głębokości. Matryce te są najdroższe, ponieważ wymagają, aby ktoś ręcznie rzeźbił matrycę na podstawie dostarczonych odniesień do obrazu (te obrazy są zwykle przenoszone do metalu przez fototrawiącą kąpiel kwasową do wykorzystania jako szablon). Mają też najładniejszy efekt, wyglądając jak płaskorzeźba w papierze.

kombinacja folii emboss die (combo die)
kombinowana matryca (matryca do wytłaczania folii): Częściej określany jako „matryca kombi” – ten rodzaj matrycy umożliwia wytłaczanie i tłoczenie folii w jednym wycisku. Z punktu widzenia wzornictwa oznacza to, że każda część wzoru, która jest tłoczona, jest również foliowana.
spośród wszystkich tych matryc do wytłaczania, najważniejsze z nich wiedzieć jako projektant są jednopoziomowe i rzeźbione (rzeźbione). Większość tłoczenia można zobaczyć na reklamie i marketingu produktów używać jednopoziomowe Tłoczenie Umiera-okładki książek, okładki broszur, wizytówki, papier firmowy. Kolejne najczęściej spotykane są produkty, które wykorzystują wykrojniki-papier firmowy i wizytówki, kartki świąteczne i wiele produktów opakowaniowych. Inne matryce to o wiele więcej specjalności.
Metale
jak wspomniano powyżej, różne rodzaje matryc są wykonane z różnych metali. Trzy najczęstsze to magnez, miedź i mosiądz. Projektant powinien znać zalety i wady tych:
magnez: używany do matryc jednopoziomowych. Magnez jest miękkim metalem i jest trawiony kwasem. Proces jest dość szybki, a samo trawienie zajmuje tylko kilka minut. Zaletą magnezu jest koszt. Jest to połowa kosztu miedzi i około jednej czwartej kosztu mosiądzu. Podczas gdy mała matryca magnezowa może kosztować $50, ta sama matryca wykonana z mosiądzu może mieć znacznie ponad $300. Wadą magnezu jest to, że jest miękki. Podczas gdy producenci matryc oceniają matrycę mag za 10 000 odcisków, często pokazują zużycie wcześniej. Co więcej, pojedynczy dżem w prasie tłoczącej może trwale zniszczyć matrycę.
Miedź: podobnie jak magnez, miedź jest używana do matryc jednopoziomowych. Zaletą ma nad magnezem jest fakt, że jest znacznie trudniejszy, oceniany na 100k wrażeń. Nie zniszczy go dżem w prasie do tłoczenia. Choć droższy od magnezu, wciąż jest znacznie tańszy niż mosiądz. Wadą miedzi, podobnie jak magnezu, jest to, że ponieważ jest tworzony za pomocą procesu trawienia, można go używać tylko do wytłaczania na jednym poziomie.
Mosiądz: używany do wielopoziomowych i rzeźbionych matryc. Mosiądz jest najtwardszym z typowych metali matrycowych i zwykle trwa dłużej niż jakakolwiek próba drukowania. Mosiężne matryce są CNC i są wymagane dla wielopoziomowych i rzeźbionych matryc, a także kombinowanych matryc z wytłoczeniem foliowym. Są dwa do trzech razy droższe niż matryce miedziane.

w przypadku najczęstszych zastosowań wytłaczania, matryce miedziane są najlepszym wyborem. Nie znacznie droższe niż matryce magnezowe, będą trwać dłużej i nie zostaną zniszczone przez zacięcie papieru. Matryce magnezowe są dobre dla prototypów ze względu na ich niski koszt i szybki czas realizacji, ale z właściwym producentem matryc zobaczysz niewielką różnicę w obrotach matrycy mag w porównaniu do matrycy miedzianej. Mosiężne matryce są koniecznością dla Kombi, wielopoziomowych lub rzeźbionych matryc i powinieneś ogólnie pozwolić na kilka tygodni, aby uzyskać matryce wykonane.
Licznik umiera & Make-Readies
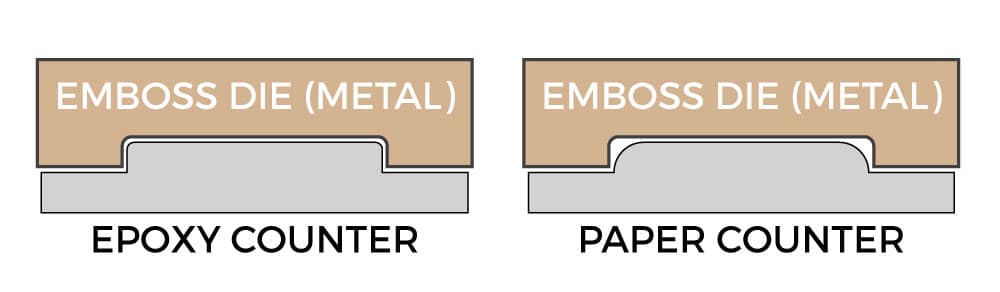
licznik die (zwany także „counterforce”) jest męskim odpowiednikiem żeńskiej matrycy do wytłaczania. Większość producentów matryc dostarczy Ci matrycę licznika, gdy wyślą Ci matrycę do wytłaczania. Ta matryca licznika jest wykonana z żywicy epoksydowej, która twardnieje w coś, co wydaje się być przezroczystym twardym tworzywem sztucznym. Są one wykonane przez umieszczenie żywicy epoksydowej na cienkiej płycie z włókna szklanego, a następnie tłoczenie matrycy do wytłaczania na niej. Jeśli masz do czynienia z producentem matryc wysokiej jakości, będą również obrabiać nadmiar materiału wokół projektu, pozostawiając mniejsze szanse na kontakt tam, gdzie nie jest to pożądane.
matryce licznikowe mogą być również wykonane z papieru podobnego do płyty wiórowej o nazwie płyta do wytłaczania. W branży jest to powszechnie określane jako” żółta tablica ” ze względu na jego kolor. Wkładasz to do prasy, robisz z niej lekko wilgotną, a następnie wielokrotnie stemplujesz ją matrycą do wytłaczania, gdy podgrzewa się ciepło. Połączenie ciśnienia i ciepła suszenie wilgoci w płycie daje solidną matrycę licznika, która będzie działać na krótkie serie.
krawędzie tłoczenia, zwłaszcza przy użyciu jednopoziomowej, fototrawionej matrycy, są w dużej mierze zależne od matrycy licznika. Im bardziej miękki jest Twój licznik, tym bardziej zaokrąglone będą twoje krawędzie. I odwrotnie, im bardziej solidna matryca licznika (taka jak tworzywo epoksydowe), tym ostrzejsze pojawią się wytłoczone krawędzie.
„make-ready” to kompozyt wszystkich materiałów, które idą pod matrycą do wytłaczania, w tym matrycą licznika, dowolnym podłożem bazowym, na którym siedzi matryca licznika i dowolnym gromadzeniem się na matrycy licznika. Ponieważ Matryca do wytłaczania jest metalowa, jedyną kontrolą, którą masz podczas procesu tłoczenia, jest przygotowanie. Budując go lub goląc go w niektórych obszarach, można pogłębić, zmiękczyć lub wyeliminować obszary wytłoczenia.
ważną rzeczą, którą należy wiedzieć jako projektant, jest to, że w przeciwieństwie do matrycy foliowej, możesz kontrolować to, co jest wytłaczane przez make-ready. Więc jeśli zaprojektować coś i zrobić naciśnij sprawdzić na wytłoczenie i znaleźć jeden element wytłoczenia jest albo nie dodając nic do projektu lub faktycznie pomijając go, można selektywnie usunąć wytłoczenie bez przeróbki matrycy poprzez modyfikację make-ready.
aplikacje do wytłaczania
podczas gdy kilka powyższych matryc wskazuje, jaki rodzaj wytłaczania osiągniesz, w rzeczywistości istnieje cały podzbiór „rodzajów wytłaczania” i ważne jest, aby jako projektant wiesz, co to są:

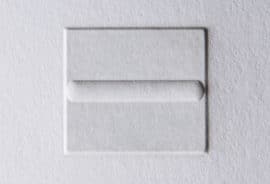
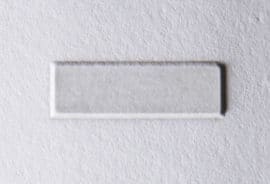
Blind embossed business card
Blind Emboss
Blind embossing nie obejmuje użycia tuszu lub folii do podkreślenia wytłoczonego obszaru. Zmiana wyglądu wymiarowego materiału jest jedyną zauważalną różnicą wynikającą z wytłaczania. Proces ślepego tłoczenia zapewnia czysty i charakterystyczny lub subtelny obraz na papierze. Najlepiej służy do wytworzenia subtelnego wrażenia lub niskiego poziomu uwagi do utworu, a jednocześnie zapewnia lekką formę różnicowania dla gotowego dzieła.

zarejestrowane tłoczenie
zarejestrowane tłoczenie
zarejestrowane tłoczenie to proces, który umieszcza wytłoczony obraz w wyrównaniu z innym elementem utworzonym za pomocą tuszu, folii, dziurkowania lub drugiego wytłoczonego obrazu.
kombinowana Matryca do wytłaczania folii (combo die)
kombinacja tłoczenia
kombinacja tłoczenia jest procesem tłoczenia i tłoczenia folią tego samego obrazu. Polega ona na nadruku i wyrównaniu folii na wytłoczonym obrazie, aby utworzyć wytłoczenie folii. Do tej procedury stosuje się rzeźbioną matrycę, Zwykle wykonaną z mosiądzu. Proces wymaga ścisłej rejestracji, która musi być kontrolowana, aby obraz i folia były dokładnie dopasowane. Proces tłoczenia i tłoczenia folią odbywa się w jednej operacji przy użyciu matrycy kombinowanej. Matryca kombinowana ma krawędź tnącą na całym obwodzie, aby usunąć nadmiar folii z obszaru wytłoczonego.
Pastelling
Pastelling jest również określany jako wytłaczanie liści tint. Polega na procesie używania kombinacji matrycy, aby zapewnić subtelny antyczny wygląd podłoża, które jest wytłaczane i tłoczone folią. Można wybrać wykończenia perłowe, przezroczysty połysk lub podobne pastelowe wykończenia folii, które zapewniają miękki dwukolorowy antyczny wygląd (bez przypalania) wytłoczonemu obrazowi. Jaśniejsze kolorowe zapasy najlepiej sprawdzają się, aby zapewnić ten miękki kontrastowy efekt.
oszklenie
oszklenie odnosi się do wytłoczonego obszaru, który ma błyszczący lub wypolerowany wygląd. Najczęściej proces ten odbywa się za pomocą ciepła, które jest stosowane pod ciśnieniem w celu stworzenia błyszczącego wrażenia na magazynie. Ciemne kolorowe ciężkie zapasy na ogół najlepiej sprawdzają się w przypadku szyb, ponieważ efekt polerowania jest znacznie bardziej zauważalny, a ciemny kolor materiału pomaga wyeliminować lub złagodzić spalony wygląd, który może wynikać z zastosowania ciepła. W połączeniu z folią proces może zapewnić folii nieco jaśniejszy wygląd.
Wypalanie
wypalanie jest podobne do szyb, z tym że nie jest używane do polerowania zapasów. Zamiast tego, przypalanie robi to, co oznacza: ponieważ temperatura płyty grzewczej matrycy wzrasta poza normalny zakres temperatur, na wytłoczonym obrazie powstaje efekt przypalenia, co powoduje Antyczny lub zacieniony wygląd. Najlepiej jest użyć jaśniejszego kolorowego materiału do tej procedury, aby zapewnić unikalny dwukolorowy wygląd. Należy zachować ostrożność, żądając tego efektu, ponieważ łatwo jest spalić zapas, jeśli zużywa się zbyt dużo ciepła. Jeśli przypalenie występuje zbyt blisko drukowanej kopii, może to zakłócać jasność drukowanej kopii; może to być jednak efekt pożądany dla konkretnego zastosowania.
Projektowanie do wytłaczania
pierwsza zasada projektowania do wytłaczania: Tworzenie grafiki wektorowej. Oznacza to Korzystanie z programu Illustrator, InDesign lub innego oprogramowania wektorowego.
gdy matryca do wytłaczania jest tworzona, film jest wyprowadzany i służy do fototrawiania metalu. Film ma dpi około 2400. I nawet wtedy, linie wektorowe pozostają czyste, gdy wyjście do filmu, praktycznie niezależnie od rozdzielczości. Kiedy używasz grafiki rastrowej do tworzenia matrycy, skończysz z postrzępioną krawędzią metalowej matrycy, która ma duże szanse na przecięcie papieru.
więc jeśli masz zamiar przestrzegać jednej reguły, to ta jest do naśladowania.
ale poza tą złotą zasadą, jest kilka innych, o których należy pamiętać przy użyciu wytłoczenia w projekcie:
- im większy obszar wytłoczony, tym głębszy będzie. I odwrotnie, im głębiej chcesz wytłoczyć, tym większy będziesz musiał wykonać wytłoczony obszar.
- folia z natury wygląda lepiej, gdy jest wytłaczana. Folia odbija światło i jego otoczenie. Nadając mu fazę i krawędzie, łapiesz światło w różnych miejscach na powierzchni.
- łączenie tłoczenia z grafiką (gdzie sztuka, która ma głębię, cienie i podświetlenia) jest prawie stratą czasu. Twoje wytłoczenie zostanie utracone w kompozycji i grafika może wyglądać zniekształcony przez wytłoczenie. Istnieje prawie odwrotne równanie-im bardziej skomplikowana grafika, tym prostsze powinno być wytłoczenie. Im bardziej skomplikowany i skomplikowany projekt wytłaczania, tym prostsza powinna być grafika. Jeśli masz wyrzeźbioną matrycę, rozważ zrobienie ślepego wytłaczania lub wytłaczania płaskiego obszaru folii.
- mieszanie dużych obszarów wytłoczenia z drobnymi szczegółowymi wytłoczeniami za pomocą matrycy do wytłaczania na jednym poziomie oznacza poświęcenie jednego z dwóch. Drobny szczegół w wytrawionej matrycy potrzebuje bardzo mało czasu na wytrawianie. Trawienie go zbyt długo zacznie zjadać wzór wytłaczania. Duże obszary wytłaczania potrzebują więcej, aby wytrawić, aby uzyskać je wystarczająco głęboko. Więc jeśli musisz wymieszać te dwa, prawdopodobnie będziesz potrzebował wielopoziomowej lub wyrzeźbionej matrycy, aby to zrobić. Możesz też opracować swój projekt, aby poziom wytłoczenia szczegółów był spójny w całym projekcie.
- jeśli zamierzasz używać kombinacji folii i matrycy do wytłaczania, zdaj sobie sprawę, że wszystko, co jest wytłoczone, będzie również musiało zostać sfilmowane. Eliminuje to możliwość tłoczenia na ślepo lub tłoczenia zarejestrowanego (gdzie tłoczenie jest zarejestrowane do druku, a nie folii).
- tłoczenie jest ostatnim krokiem wykończenia projektu. Projekt może przejść przez inne etapy, takie jak składanie i klejenie (do pakowania) lub wiązanie, na okładkę książki, ale rzeczywiste wykończenia kończą się wytłoczeniem. Nie można laminować wytłoczonej powierzchni, nie można dostrzec połysku ani matu wytłoczonej powierzchni. Pomyśl o tym podczas tworzenia swojego projektu. Na przykład, jeśli chcesz, aby twój kawałek był laminowany, nie możesz użyć matrycy kombinowanej, ponieważ ciepło foliowania stopi laminat.
przygotowanie grafiki
sposób przygotowania Grafiki jest czymś, co powinieneś omówić z producentem matrycy, ponieważ mają różne specyfikacje, które będą chcieli, abyś przestrzegał. Mimo to nigdy nie pracowałem z producentem matryc, który nie akceptował wektorowych plików programu illustrator lub wektorowych plików PDF.
ale ponieważ tłoczenie jest ostatnim etapem procesu wykończeniowego, bardzo ważne jest, aby rejestracja była pamiętana, zwłaszcza gdy wytłoczenie zarejestruje się do druku. Dobrym rozwiązaniem jest posiadanie znaku rejestracyjnego w płaskorzeźbie, który jest również powtarzany na wydrukowanym arkuszu. Musi to znajdować się poza ostatnią linią przycinania/cięcia kompozycji. Dwa lub trzy proste znaki ” + ” w Twojej grafice wystarczą-ale upewnij się, że są na tyle grube, że będą widocznie wytłoczone.
niektórzy producenci matryc pracowali z domami wykończeniowymi i wiercili otwory w swoich matrycach, dzięki czemu matryce można łatwo przymocować do prasy tłoczącej. Jeśli robisz wiele matryc, dobrym pomysłem jest uzyskanie „siatki” lub układu otworu wiertniczego i umieszczenie go w tle, aby upewnić się, że przygotowujesz grafikę z myślą o tych otworach.