um fio de metal revestido com uma composição semelhante ao metal que está sendo unido é definido como um eletrodo de soldagem. Vários fatores a serem considerados antes de escolher o eletrodo certo para qualquer projeto.
o eletrodo de soldagem a arco/ SMAW é consumível à medida que se tornam parte da fusão de solda. Refere-se aos eletrodos TIG como não consumíveis, pois não se tornam parte da solda na fusão. O eletrodo de soldagem MIG é um fio alimentado regularmente chamado de fio MIG.
a seleção do eletrodo de soldagem depende em grande parte da força da solda, fácil de limpar. melhor qualidade de contas e respingos mínimos.
eletrodos de soldagem precisam ser armazenados em um ambiente livre de umidade e remover cuidadosamente da embalagem para evitar qualquer dano seguindo as instruções com cuidado.
conteúdo da Página
por que os eletrodos de soldagem são cobertos?
uma vez que o metal fundido é exposto ao meio ambiente, ele absorve oxigênio e nitrogênio que afetam negativamente e se tornam frágeis. Uma manta de escória teria que cobrir o metal de solda fundido/ solidificante para proteger da atmosfera e o revestimento do eletrodo nos fornece essa blindagem.
a composição do revestimento dos eletrodos de soldagem determina sua utilidade e, portanto, a composição do metal e especificação de solda depositados.
eles baseiam a formulação de revestimentos de eletrodos de soldagem no princípio estabelecido de metalurgia, física e química.
o revestimento está lá para proteger de danos, estabilização de arco, melhora a soldagem das seguintes maneiras.
- Mínimo de respingos na solda imediações da zona
- Uma superfície lisa de metal de solda e bordas mesmo
- estável e suave arco de solda
- resistente e forte revestimento
- Fácil remoção de escória
- Melhor taxa de deposição
- Penetração de controle de soldagem
Podemos classificar o arco de soldagem eletrodo em fina revestido/nua e fortemente revestidos/arco blindado eletrodos. O tipo coberto do elétrodo é um tipo do estilo popular do material de enchimento no processo da soldadura de arco.
a composição da cobertura do eletrodo determina a utilidade do eletrodo, e a especificação do material depositado decide o eletrodo. A categoria de eletrodo usado depende em grande parte das propriedades especiais dentro do depósito de solda necessário.
essas propriedades incluem resistência à corrosão, alta durabilidade, ductilidade, tipo de metal base a ser soldado, a posição da solda como horizontal, vertical, sobrecarga e tipo de corrente e polaridade.

classificação de eletrodos de soldagem
a indústria de soldagem adotou a série de números de classificação de haste de soldagem decidida pela American Welding Society (AWS).
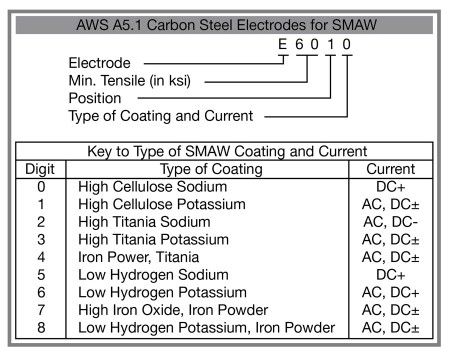
o sistema de identificação do eletrodo para soldagem a arco de aço é adotado da seguinte forma.
- E-este e indica eletrodo para soldagem a arco
- o 1º dois ou três dígitos-indica a resistência à tração em milhares de libras /polegada quadrada de material depositado uma vez tentou se separar.
- o 3º ou 4º dígito-indica a posição da solda. Se 0 não mostrar nenhuma classificação usada, 1 é para cada posição, 2 para plano e horizontal, 3 é apenas para posição plana.
- o 4º dígito-indica o tipo de revestimento e o tipo de fonte de alimentação elétrica, AC/DC, polaridade reta ou reversa.
- O número E6010-agora indica uma haste de soldagem a arco com uma resistência à tração de tensão de 60.000 psi, pode ser usada em todas as posições e corrente contínua com polaridade concisa.
Corrente, Polaridade, e Tipos de Revestimento designado pelo 4º dígito no número de classificação do eletrodo
| Dígito | Revestimento | Solda de corrente |
| 0 | * | * |
| 1 | a Celulose de potássio | ca, dcrp, dcsp |
| 2 | ‘d de sódio | ca, dcsp |
| 3 | ‘d potássio | ca, dcsp, dcrp |
| 4 | pó de Ferro titânia | ca, dcsp, dcrp |
| 5 | de Baixo hidrogênio sódio | dcrp |
| 6 | de Baixo hidrogênio potássio | ca, dcrp |
| 7 | pó de Ferro óxido de Ferro | ca, dcsp |
| 8 | pó de Ferro com baixo teor de hidrogênio | ca, dcrp, dcsp |
Quando encontramos o quarto ou último dígito como zero, o tipo de revestimento e atual pode ser julgada pelo terceiro dígito apenas.
o eletrodo de soldagem a Arco De Aço Inoxidável
sua classificação é a seguinte:
- e-esta carta indica o eletrodo para soldagem a arco.
- os primeiros 3 dígitos indicam o tipo americano de aço e ferro de aço inoxidável.
- os últimos 2 dígitos indicam a posição e a corrente utilizadas na soldagem.
- o exemplo do número E-308-16 sugere o tipo de aço inoxidável 308, para cada posição, com corrente contínua de polaridade CA ou reversa.
sistema de classificação de eletrodos de arco submerso
o sistema para designar aço carbono sólido desencapado destinado a eletrodos de arco submerso é o seguinte.
- a letra E como um prefixo usado para especificar um eletrodo. É seguido pela letra que indica a quantidade de manganês, H para alto, M para médio e L para baixo manganês. É seguido por um número que indica a quantidade média de carbono em um centésimo de um por cento. A composição desses fios é idêntica ao fio usado na especificação de soldagem a arco de metal a gás.
- As especificações da American Welding Society para fio de eletrodo usado para soldagem a arco submerso são eletrodos de aço suave nus & fluxos para soldagem a arco submerso. Isso mostra a composição do fio e a química do depósito de solda, dependendo do fluxo usado. A especificação fornece a composição do fio do eletrodo. Quando estes elétrodos são usados com procedimento apropriado na soldadura de arco submersa, o metal depositado da solda encontrará as propriedades mecânicas necessárias conforme a especificação.
- a haste de enchimento de soldagem a gás oxifuel é designada com o prefixo letra R, seguida por uma letra G indicando que o eletrodo é usado para soldagem a gás. Estes são seguidos por 2 dígitos como 45,60 e 65, que marcaram a resistência à tração aproximada em 1000psi.
- no material de enchimento de categoria não ferrosa, o prefixo da letra E, R e RB usado especificamente, que segue o símbolo químico do metal principal do fio. Se houver o uso de mais de uma das mesmas ligas de metais no fio, podemos adicionar um número de sufixo.
- As especificações da AWS são mais amplamente adotadas para a classificação de haste e Fio de soldagem desencapados. Existem especificações militares,como tipos MIL-e, MIL-R.
a característica importante de um elétrodo contínuo da soldadura como o fio e as hastes são sua composição como especificações dadas. A especificação inclui limites de composição e propriedades mecânicas necessárias no processo de soldagem.
os fios sólidos banhados a cobre às vezes descamamam o cobre que pode criar problemas com o mecanismo de rolo de alimentação conectando o revestimento ou a ponta de contato. Um revestimento de cobre leve é desejável para fazer o fio do eletrodo, livre de sujeira e poeira. Use um tecido de limpeza branco para limpar o eletrodo de fio o tempo todo para evitar que a sujeira e a poeira obstruam o revestimento. Isso pode reduzir a captação de corrente e criar operações de soldagem erráticas.
a força do fio é testada pela máquina e maior resistência do fio é necessária uma vez que passa pelas armas. A resistência à tração mínima recomendada do fio necessária é de 140.000 psi.
o elétrodo de fio da natureza contínua disponível em pacotes diferentes numerosos. Um carretel extremamente pequeno usado em pistolas de carretel e Carretel de tamanho médio para soldagem a arco de metal a gás fino. Eles estão disponíveis como bobinas para colocar em equipamentos de soldagem. Grandes rolos de muitas centenas de libras também estão disponíveis. Estão disponíveis nos cilindros onde o fio é colocado em uma embarcação redonda e conectado a um alimentador automático do fio.
revestimentos de eletrodos de soldagem
revestimentos de hastes de soldagem para liga de aço suave e baixa têm de seis a doze ingredientes que incluem:
- celulose-a celulose se desintegra para produzir um escudo de gás que protege o arco ao cercá-lo.
- carbonatos metálicos-proporciona uma atmosfera redutora e ajusta a basicidade da escória.
- dióxido de titânio-é útil na formação de uma escória altamente fluida e de congelamento rápido e fornece ionização do arco da soldagem.
- ferromanganês e ferrosilicon – esta cobertura ajuda a desoxidar o metal fundido e também complementar o teor de manganês e silício no metal de solda depositado.
- gomas e argilas-ajuda a fornecer elasticidade ao material plástico e Fornecer resistência aos revestimentos.
- silicato Mineral-ajuda na formação de escória e oferece força à cobertura.
- fluoreto de cálcio-produz gás de proteção para proteger o arco, fornecer fluidez, ajustar a basicidade da escória e solubilidade de óxidos metálicos.
- metais de liga como níquel, cromo e molibdênio – oferece conteúdo de liga ao metal depositado.
- manganês ou óxido de ferro – ajuda a estabilizar o arco e ajustar a fluidez e as propriedades da escória.
- pó de ferro-aumenta a produtividade e fornece metal extra para a zona de solda.
os revestimentos da haste de soldadura para o aço suave
são como seguintes:
- celulose sódica (EXX10) – este tipo de eletrodo possui material celulósico na forma de baixa liga reprocessada com 30% de papel e farinha de madeira. forma um escudo de gás o agente redutor dióxido de carbono e hidrogênio que produz um arco de escavação para penetração profunda. O respingo está no mais alto em comparação com outros eletrodos com um depósito de solda áspero. Oferece propriedades mecânicas extremamente boas mesmo após o envelhecimento. É um dos elétrodos desenvolvidos os mais adiantados e usado extensamente na soldadura do encanamento do campo. É usado normalmente com corrente contínua com polaridade reversa quando o eletrodo é positivo.
- celulose de potássio (EXX11) – tem caracteres semelhantes ao eletrodo de celulose de sódio, exceto que aqui o mais potássio é usado do que o sódio. Faz a ionização do arco que faz apropriado soldar com corrente alternada. O resultado é semelhante ao sódio de celulose por ação de arco, penetração e resultados de solda. Uma pequena quantidade de pó de ferro é adicionada ao E6010 e E6011 para a estabilização do arco e melhor taxa de deposição.
- Rutilo sódico (EXX12) – se o dióxido de titânio ou rutilo for alto em relação a outros componentes, o eletrodo dá uma aparência atraente ao usuário. Este elétrodo oferece um arco quieto, Baixos respingos, e uma escória controlada. A superfície da solda dá uma aparência lisa mas com menos penetração, e umas propriedades ligeiramente mais baixas do metal do que com elétrodos da celulose. Este eletrodo fornece uma alta taxa de deposição e uma baixa tensão de arco para torná-lo adequado para corrente alternada ou corrente contínua com eletrodo negativo.
- potássio Rutilo (EXX13) – este revestimento de eletrodo atua muito semelhante ao sódio rutilo, exceto aqui o potássio é usado para a ionização do arco. Este tipo de revestimento produz um arco running muito quieto, e liso que possa ser usado com apropriado para a corrente alternada. Pode ser usado com uma corrente contínua de qualquer polaridade.
- Pó De Ferro Rutilo – EXXX4) – o revestimento é muito próximo de um revestimento rutilo, com exceção do pó de ferro que está incluído nele. Com o teor de ferro de 25-40%, o eletrodo é EXX14 e 50% ou mais pó de ferro faz com que o eletrodo EXX24. Uma porcentagem menor de teor de ferro o torna adequado para todas as posições. A maior porcentagem de ferro o torna adequado para uma posição plana com soldas de filete horizontais. A taxa de deposição é aumentada em ambos os casos, dependendo da proporção de teor de ferro.
- baixo hidrogênio sódico (EXXX5) – um revestimento com uma alta proporção de carbonato de cálcio ou fluoreto de cálcio é chamado de ferrítico de cal, baixo hidrogênio ou eletrodo de tipo básico. Para garantir o menor teor de hidrogênio possível na atmosfera de arco, o revestimento não deve ter celulose, argilas, amianto e outros minerais. Os revestimentos são cozidos a uma temperatura mais alta e têm propriedades superiores do metal da solda. Eles oferecem a maior ductilidade, penetração média a moderada com uma velocidade média de deposição. Estes devem ser armazenados em uma condição controlada e podem ser usados com corrente contínua com eletrodo positivo.
- baixo potássio de hidrogênio (EXXX6) – as características desses eletrodos de soldagem revestidos são semelhantes ao baixo sódio de hidrogênio, com exceção da substituição de potássio do sódio pela ionização por arco. O elétrodo é usado com C. A. e pode ser usado com um elétrodo positivo da C. C. Aqui o arco é mais suave, mas a penetração dos dois eletrodos permanece a mesma.
- baixo potássio de hidrogênio (EXXX6) – o revestimento do eletrodo aqui permanece semelhante ao anterior, mas o pó de ferro é adicionado ao eletrodo na proporção de 35-40% para nomear o eletrodo como EXX18.
- pó de ferro com baixo teor de hidrogênio (EXX28) – este eletrodo de soldagem tem características semelhantes às de EXX18, mas tem 50% ou mais de pó de ferro no revestimento. É útil em uma posição plana e faz uma soldagem de filete horizontal. Aqui a taxa de deposição é melhor do que EXX18. Os eletrodos de liga superior usam revestimentos de baixo hidrogênio. Nós podemos adicionar o metal específico nos revestimentos para fazer o tipo da Liga dos elétrodos onde letras do sufixo usadas para mostrar composições do metal da solda. Eletrodos do tipo baixo hidrogênio são usados para soldar aço inoxidável.
- óxido de ferro sódico (EXX20) – o alto teor de ferro nos revestimentos produz um depósito de solda que gera uma escória maior e é até difícil de controlar. Este revestimento produz deposição mais rápida com penetração média e baixo nível de respingos e um acabamento muito suave na soldagem. Esses eletrodos são adequados para uma posição plana e fazem soldas de filete horizontais. Esses eletrodos podem ser usados com AC ou DC com qualquer polaridade.
- Poder do ferro do óxido de ferro (EXX27) – as características destes elétrodos combinam com o tipo elétrodos do sódio do óxido de ferro, mas leva 50% ou mais poder do ferro. Este caractere irá melhorar a taxa de deposição e pode ser usado com uma corrente contínua alternada de qualquer polaridade.
Armazenamento
é obrigatório manter os eletrodos secos, pois a umidade pode destruir as características de seus revestimentos e levar a respingos excessivos. Pode causar porosidade e desenvolvimento de rachaduras na zona soldada. Uma vez que os eletrodos estão expostos ao ambiente úmido por mais de 2-3 horas, ele deve ser aconselhado a calor seco em um forno adequado para um mínimo de 2 horas a 500 graus F.

Depois de sair do forno, eles devem ser armazenados em ambientes húmidos recipiente à prova. Nunca Dobre o eletrodo, pois pode danificar os revestimentos e expor o fio do núcleo. Não devemos usar o eletrodo com fio exposto para soldagem. Os eletrodos fornecidos com sufixo R têm maior resistência à umidade.
tipos de elétrodos
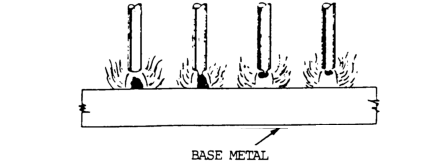
elétrodos desencapados
estes elétrodos desencapados são compostos das composições do fio para aquelas aplicações específicas. Não há revestimentos extras, exceto aqueles necessários no desenho do fio. Os revestimentos de trefilação têm um pequeno efeito estabilizador no arco, mas sem consequências específicas. Estes elétrodos desencapados são usados para soldar o aço de manganês e outras indicações onde o elétrodo revestido não é desejado.
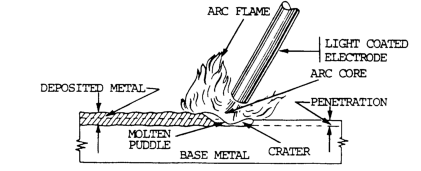
elétrodos revestidos claros
há sempre uma composição definida dos elétrodos de soldadura revestidos claros.
eles aplicaram um revestimento leve na superfície mergulhando, lavando, escovando, pulverizando, limpando e caindo. Estes revestimentos significava: para melhorar o fluxo de arco. O E45 é o sistema de identificação do elétrodo alistado na série.
estes revestimentos têm as seguintes funções:
- reduz / dissolve o óxido, o fósforo e o óxido como impurezas.
- altera a tensão superficial do metal fundido. Isso torna os glóbulos do eletrodo em tamanhos menores e mais frequentes. Faz o movimento do metal derretido liso e uniforme.
- melhora a estabilidade do arco por materiais prontamente ionizados introduzidos na Cascata do arco.
- os revestimentos claros geram uma escória que seja fina ao contrário do tipo protegido escória do elétrodo do arco.
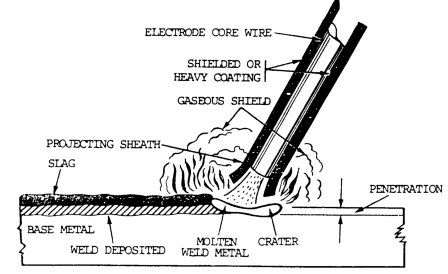
Arco Blindado Pesado/Eletrodos Revestidos
Estes eletrodos têm uma composição definitiva e tem um revestimento, aplicado por extrusão e mergulhando e são fabricados em 3 tipos gerais.
- Com celulose revestimentos
- Com minerais revestimentos
- Com uma combinação de minerais e celulose
A celulose revestimentos consistiu solúvel algodão/ qualquer outra forma de celulose com uma pequena quantidade de sódio, potássio, titânio, e alguns outros minerais adicionados. Os revestimentos de celulose protegem o metal fundido com uma seção gasosa ao redor do arco e da zona de soldagem.
os revestimentos minerais incluem silicato de sódio, argila de óxido metálico e outras substâncias e combinações inorgânicas. Esses eletrodos geram um depósito de escória.
os eletrodos de arco revestidos ou blindados são empregados para soldar ferro fundido, aço e superfícies duras.
Efeitos do Arco Blindado Pesado-Eletrodos Revestidos
O objetivo do eletrodo de revestimentos é produzir um gás de proteção ao redor do arco, que por sua vez evita a contaminação a partir do oxigênio e do nitrogênio do metal de solda zona.
o oxigênio tem a capacidade de se combinar com o metal fundido, removendo ligas e, por sua vez, causando porosidade.
o nitrogênio tem efeitos ruins como fragilidade, baixa resistência, baixa ductilidade e até baixa resistência à corrosão.Eles reduzem impurezas como enxofre, óxidos e fósforo, pois prejudicam o depósito de solda.
eles estabilizam o arco, elimina grandes flutuações na tensão, reduzindo assim os salpicos em grande medida.
o metal fundido no final dos eletrodos se desintegra em pequenas partículas finas, reduzindo a tensão superficial no metal fundido. Reduzem a pressão atrativa entre o metal derretido e o elétrodo para melhores resultados.
os silicatos no revestimento ajudam a formar uma escória sobre o metal fundido. A escória solidifica em um ritmo lento, assim o metal subjacente tem tempo suficiente para esfriar e solidificar. A solidificação lenta remove o risco de aprisionamento de gás e impurezas flutuantes na superfície. O resfriamento lento tem um efeito de recozimento no depósito de soldagem.
a aparência física e as características podem ser modificadas incorporando materiais de liga nos revestimentos. A escória produzirá metais de solda de melhor qualidade a uma velocidade mais alta.
Eletrodos De Tungstênio
estes são eletrodos errados não consumíveis para gás inerte de tungstênio (TIG) ou GTAW.
Estes eletrodos podem ser identificados por pintadas fim marcas como abaixo:
- Verde – tungstênio Puro
- Amarelo – 1% de Tório
- Vermelho – 2% de Tório
- Marrom – 0.3-0.5% de Zircônio
1. Tungstênio puro-é verde derrubado com 99,5% de pureza e usado para Operações menos críticas de soldagem. Eles têm baixa capacidade de carga de corrente e baixa resistência a impurezas e contaminação.
2. Eletrodos de tungstênio Thoriated-eles estão disponíveis com 1% e 2% de tório e rotulados como superiores aos eletrodos de tungstênio puro por causa de um melhor arco olhando, melhor saída de elétrons, melhor estabilidade do arco, alta capacidade de carga de corrente, melhor resistência à contaminação e melhor vida útil mais longa.
3. Eletrodos de zircônio-o eletrodo de tungstênio com 0,3-0,5% de zircônio categorizado entre eletrodos de tungstênio puro e tungstênio toriado como desempenho fas está em causa. As poucas indicações na potência de corrente alternada funcionam melhor do que outras.
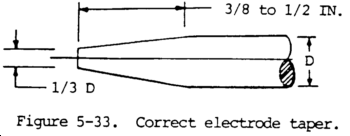
uma vez ligado tungstênio chão a um ponto, produz um arco mais fino. Se os eletrodos não estiverem aterrados corretamente, eles precisam ser operados com corrente máxima e com apenas estabilidade razoável do arco. O eletrodo de tungstênio pontiagudo é difícil de manter se o equipamento de corrente contínua for usado e o início do toque do arco for uma prática. Devemos sobrepor uma corrente de alta frequência na corrente de soldagem regular para manter a forma do eletrodo e reduzir a inclusão de eletrodos na solda. As ligas do tório e do zircônio oferecem uma forma-retenção melhor mesmo quando o toque que começa a prática é usado.
a extensão do eletrodo de soldagem além de um copo de gás depende do tipo de junta a ser soldada. Uma extensão de 3,2 milímetros usada para junções de extremidade no metal pequeno do calibre quando uma extensão de 6,4-12,7 puder ser necessária para soldas da faixa. O eletrodo de tungstênio precisa ser inclinado ligeiramente e adicionar metal de enchimento com cuidado para evitar entrar em contato com o eletrodo. Se a contaminação aconteceu o eletrodo deve ser removido, reground, e colocá-lo novamente.
eletrodos de soldagem a Arco de corrente contínua
é sempre aconselhável seguir as instruções do fabricante quando um tipo específico de eletrodo de soldagem é usado. Os eletrodos de soldagem a arco de corrente contínua são destinados à polaridade reversa, ou seja, eletrodo positivo ou para polaridade reta significa eletrodo negativo ou ambos. Mas faça questão de que muitos, mas não todos os eletrodos de corrente contínua, podem ser usados com corrente alternada. A corrente contínua é a escolha preferida para elétrodos cobertos, nonferrous, desencapados, e do aço de liga. O conselho do fabricante pode incluir de acordo com o tipo de metal base, correção para um ajuste ruim, etc.
a polaridade reta geralmente fornece menor penetração em comparação com eletrodos de polaridade reversa, mas oferece grande velocidade de soldagem. A melhor penetração pode ser alcançada com qualquer um dos tipos por uma atmosfera de soldagem adequada e manipulação de arco.
eletrodos de soldagem a Arco de corrente alternada
a corrente alternada é mais desejável ao soldar na zona apertada e soldar seções grossas, pois reduz o sopro do arco. O golpe de arco tende a causar inclusões de escória, buracos de sopro e falta de fusão na soldagem. Eles têm eletrodos revestidos com DC ou AC disponíveis.
AC é usado em soldagem de hidrogênio atômico e processos de arco de carbono ONDE 2 eletrodos de carbono são usados. Permite uma taxa uniforme de consumo da soldadura e do elétrodo. Em um arco de carbono quando um eletrodo é recomendado, a polaridade reta da corrente contínua é a escolha e aqui o consumo do eletrodo em um ritmo mais lento.
eletrodos de revestimentos defeituosos e seus efeitos
a estabilidade do arco é afetada se houver um óxido ou outros elementos nos revestimentos. A composição e uniformidade dos eletrodos nus desempenham um papel importante no controle da estabilidade do arco. Revestimentos pesados ou finos em eletrodos não tolerarão os efeitos do fio defeituoso.
o óxido de alumínio, silício, dióxido de silício, sulfato de ferro não estabilizam enquanto o óxido de ferro, óxido de cálcio, óxido de manganês, ajuda na estabilização do arco.
o excesso de enxofre e fósforo 0,04% prejudicará o metal base de solda, pois eles são transferidos do eletrodo para o metal fundido com uma perda mínima. O fósforo causa fragilidade, crescimento de grãos e falta de frio na solda. Esses defeitos aumentam proporcionalmente ao teor de carbono no aço. O enxofre, por sua vez, atua como uma escória, quebra a solidez do metal de solda e leva à falta de calor. O enxofre é prejudicial particularmente aos elétrodos desencapados e baixos do aço carbono com um índice escasso do manganês que promova a formação do som e da solda forte.
se o tratamento térmico dado ao núcleo do fio não for uniforme, o eletrodo nos oferecerá a solda inferior em comparação com o eletrodo da mesma composição, mas tratado termicamente adequadamente.
taxas de deposição dos eletrodos de soldagem
os eletrodos de soldagem têm taxas de deposição diferentes de acordo com a composição do revestimento. O eletrodo com maior teor de ferro tem uma melhor taxa de deposição. Nos Estados Unidos, a porcentagem de potência de ferro em um revestimento está na faixa de 10-50%. Isso é baseado em uma fórmula em que a quantidade de pó de ferro no revestimento versus o peso do revestimento.

as porcentagens são definidas pelas especificações da American welding society. O método Europeu de calcular a potência do ferro é baseado no peso do metal de solda depositado versus o peso do fio do núcleo nu consumido no processo.

tipos de eletrodos não consumíveis
são 2 tipos de eletrodos não consumíveis.
- O elétrodo do carbono disponível como um elétrodo do não-enchimento do metal para o corte e a soldadura do arco. Consiste em uma haste de grafite de carbono que pode ter/ pode não ter revestimentos de cobre ou outro material.
- o eletrodo de tungstênio é um eletrodo de metal sem enchimento feito de tungstênio e usado em soldagem a arco ou corte.
Eletrodos De Carbono
a AWS não categoriza para eletrodos de soldagem de carbono, mas especificação militar como MIL-e-17777C está lá para dizer aos eletrodos corte e soldagem de grafite de carbono não revestido e revestido de cobre
existe um sistema de classificação baseado em três graus como liso, não revestido e revestido de cobre. Demonstra a informação do diâmetro, a informação do comprimento, a exigência da tolerância do tamanho, da amostra, dos testes, e do controle de qualidade. Aqui as aplicações incluem soldagem a arco de carbono, arco de carbono duplo, corte de carbono, goivagem, corte de arco de carbono de ar.
elétrodos da vara
as variáveis na soldadura da vara são as seguintes:
1. Tamanho-os tamanhos comumente disponíveis são 1/16, 5/64, 3/32 (mais comuns), 1/8, 3/18, 7/32 e 5/16 polegadas. O fio do núcleo do eletrodo usado é mais estreito do que o material soldado.
2. Material-os eletrodos de soldagem em bastão vêm em aço carbono suave, sem ferro, aço de alto carbono, ferro fundido e liga especial.
3. Força – a resistência à tração da solda precisa ser mais forte do que o metal que está sendo soldado. O material no eletrodo também precisa ser mais forte.
4. Posição de soldagem-os diferentes eletrodos usados para cada posição de soldagem como horizontal, plana, etc.
5. Mistura de energia de ferro-o pó de ferro disponível no fluxo aumenta a disponibilidade de metal fundido para a solda à medida que o calor transforma o pó em aço.
6. Designação de arco macio – isto é para o metal mais fino e não tem o status de ajuste perfeito na soldagem.
os eletrodos de soldagem a arco mais populares
eles estão seguindo:
E6013 e E6012-as especificações da haste de soldagem são projetadas para metais finos e juntas que não são fáceis de encaixar.
E6011 – as superfícies oleosas, sujas, empoeiradas e enferrujadas precisam desse tipo de eletrodo. É versátil porque trabalha para a polaridade da C. A. e da C. C. Pode criar uma pequena escória e não precisa ser colocada em um forno de eletrodo.
E6010-possui características semelhantes, exceto que funciona apenas com corrente contínua.
E76018 e E7016-o pó de ferro é adicionado no fluxo para criar uma solda forte. Ele cria poça que pode ter dificuldade para iniciantes.
Leia também:
Haste De Soldagem
classificações AWS explicadas
Palavras Finais
os eletrodos de soldagem ou hastes de soldagem são feitos de materiais e composição semelhantes ao metal que está sendo soldado. A escolha da haste de solda depende de uma variedade de fatores para cada projeto.
a seleção do eletrodo depende da facilidade de limpeza, qualidade do cordão, resistência à solda e respingos mínimos. O eletrodo de soldagem a arco e o fio de soldagem MIG são consumíveis à medida que se tornam parte do processo de soldagem.
os eletrodos de soldagem TIG não são consumíveis, pois não derretem e se tornam parte da solda.