un fir metalic acoperit cu o compoziție similară cu metalul îmbinat este definit ca un electrod de sudură. Mai mulți factori de luat în considerare înainte de a alege electrodul potrivit pentru orice proiect.
electrodul de sudare cu arc electric/ SMAW este consumabil deoarece devine parte a fuziunii sudurii. Se referă la electrozii TIG ca fiind neconsumabili, deoarece nu fac parte din sudură la topire. Electrodul de sudare MIG este un fir alimentat în mod regulat numit sârmă MIG.
selecția electrodului de sudură depinde în mare măsură de rezistența sudurii, ușor de curățat. o calitate mai bună a mărgelelor și o stropire minimă.
electrozii de sudură trebuie depozitați într-un mediu fără umiditate și îndepărtați cu atenție din ambalaj pentru a evita orice deteriorare urmând instrucțiunile cu atenție.
conținutul paginii
de ce sunt acoperite electrozii de sudură?
odată ce metalul topit este expus mediului, acesta absoarbe oxigenul și azotul care afectează negativ și devin fragile. O pătură de zgură ar trebui să acopere metalul sudat topit/ solidificator pentru a proteja atmosfera și acoperirea electrodului ne oferă acest scut.
compoziția de acoperire a electrozilor de sudură determină utilitatea lor și, prin urmare, compoziția metalului de sudură depus și caietul de sarcini.
se bazează formularea acoperirilor cu electrozi de sudură pe principiul stabilit al metalurgiei, fizicii și chimiei.
acoperirea este acolo pentru a proteja de deteriorare, stabilizarea arcului, îmbunătățește sudarea în următoarele moduri.
- stropire minimă în zona de apropiere a sudurii
- o suprafață netedă a metalului sudat și a marginilor chiar
- un arc de sudură stabil și neted
- o acoperire dură și puternică
- îndepărtarea ușoară a zgurii
- o rată de depunere mai bună
- controlul penetrării în sudură
putem clasifica electrodul de sudare cu arc în electrozi cu arc subțire/gol și puternic acoperit/ecranat. Tipul acoperit de electrod este un fel de stil popular de material de umplutură în procesul de sudare cu arc.
compoziția acoperirii electrodului determină utilitatea electrodului, iar specificația materialului depus decide electrodul. Categoria electrodului utilizat depinde în mare măsură de proprietățile speciale din depozitul de sudură necesar.
aceste proprietăți includ rezistența la coroziune, rezistența ridicată, ductilitatea, tipul de metal de bază care trebuie sudat, poziția sudurii ca orizontală, verticală, deasupra capului și tipul de curent și polaritate.

Clasificarea electrozilor de sudură
industria sudării a adoptat seria de numere de clasificare a tijei de sudură decisă de Societatea Americană de sudură (AWS).
sistemul de identificare a electrodului pentru sudarea cu arc din oțel este adoptat după cum urmează.
- E – Acest E indică electrod pentru sudare cu arc
- 1 două sau trei cifre – indică rezistența la tracțiune în mii de lire sterline /inch pătrat de material depus o dată încercat să se desprindă.
- a 3 – A sau a 4-a cifră-indică poziția sudurii. Dacă 0 nu prezintă nicio clasificare utilizată, 1 este pentru fiecare poziție, 2 Pentru plat și orizontal, 3 este doar pentru poziția plană.
- a 4 – a cifră-indică tipul de acoperire și tipul sursei de alimentare electrică, AC/DC, polaritate dreaptă sau inversă.
- Numărul E6010 – acum indică o tijă de sudură cu arc cu o rezistență la tracțiune de 60.000 psi, poate fi utilizată în toate pozițiile și curent continuu cu polaritate concisă.
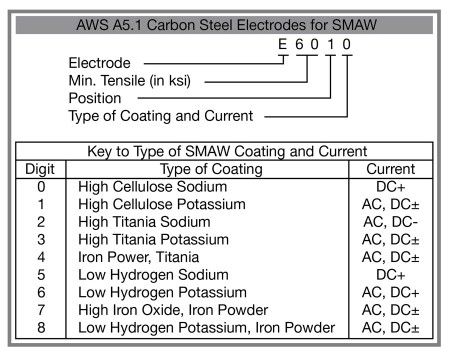
tipuri de curent, polaritate și acoperire desemnate prin a 4-a cifră din numărul de clasificare a electrodului
| cifră | acoperire | curent de sudură |
| 0 | * | * |
| 1 | celuloză potasiu | ac, dcrp, dcsp |
| 2 | ‘d sodiu | ac, dcsp |
| 3 | ‘d potasiu | ac, dcsp, dcrp |
| 4 | pulbere de fier titania | ac, dcsp, dcrp |
| 5 | conținut scăzut de hidrogen sodic | dcrp |
| 6 | conținut scăzut de hidrogen potasiu | ac, dcrp |
| 7 | pulbere de fier oxid de fier | ac, dcsp |
| 8 | pulbere de fier hidrogen scăzut | ac, dcrp, dcsp |
când găsim a patra sau ultima cifră ca zero, tipul de acoperire și curent poate fi judecat doar de a treia cifră.
electrodul de sudare cu Arc din oțel inoxidabil
clasificarea sa este după cum urmează:
- E – această literă indică electrodul pentru sudarea cu arc.
- primele 3 cifre indică tipul american de fier și oțel din oțel inoxidabil.
- ultimele 2 cifre indică poziția și curentul utilizat la sudare.
- exemplul numărului E-308-16 sugerează oțel inoxidabil tip 308, pentru fiecare poziție, cu curent continuu AC sau polaritate inversă.
sistem de clasificare a electrozilor cu arc scufundat
sistemul de desemnare a oțelului carbon gol solid destinat electrozilor cu arc scufundat este următorul.
- litera E ca prefix folosit pentru a specifica un electrod. Este urmată de litera care indică cantitatea de mangan, H pentru mare, M pentru mediu și L pentru mangan scăzut. Este urmat de un număr care indică cantitatea medie de carbon într-o sută de procente. Compoziția acestor fire este identică cu firul utilizat în specificațiile de sudare cu arc metalic cu gaz.
- specificațiile Societății Americane de sudură pentru sârma de electrod utilizată pentru sudarea cu arc scufundat sunt electrozi din oțel moale goi & fluxuri pentru sudarea cu arc scufundat. Aceasta arată atât compoziția sârmei, cât și chimia depozitului de sudură, în funcție de fluxul utilizat. Specificația oferă compoziția firului electrodului. Când acești electrozi sunt utilizați cu o procedură adecvată în sudarea cu arc scufundat, metalul de sudură depus va îndeplini proprietățile mecanice necesare conform specificațiilor.
- tija de umplere a sudării cu gaz oxifuel este desemnată cu litera prefixului R, urmată de o literă G care indică faptul că electrodul este utilizat pentru sudarea cu gaz. Acestea sunt urmate de 2 cifre ca 45,60 și 65, care au marcat rezistența aproximativă la tracțiune în 1000psi.
- în materialul de umplutură din categoria neferoasă prefixul literei E, R și RB utilizat în mod specific care urmează simbolul chimic al metalului principal al firului. Dacă există o utilizare a mai mult de unul din același aliaj de metale în sârmă, putem adăuga un număr de sufix.
- specificațiile AWS sunt adoptate cel mai mult pentru clasificarea tijei de sudură goale și a sârmei. Există specificații militare, cum ar fi tipurile MIL-e, MIL-R.
caracteristica importantă a unui electrod de sudură solid ca sârmă și tije este compoziția lor ca specificații date. Specificația include limitele de compoziție și proprietățile mecanice necesare în procesul de sudare.
firele solide placate cu cupru se desprind uneori de cupru, ceea ce poate crea probleme cu mecanismul ruloului de alimentare prin conectarea căptușelii sau a vârfului de contact. O acoperire ușoară de cupru este de dorit pentru a face firul electrodului, fără murdărie și praf. Folosiți un țesut de curățare alb pentru a curăța electrodul de sârmă de-a lungul întregului pentru a preveni murdăria și praful să înfunde căptușeala. Acest lucru poate reduce preluarea curentă și poate crea operații de sudare neregulate.
rezistența firului este testată de mașină și este necesară o rezistență mai mare a firului odată ce trece prin arme. Rezistența minimă recomandată la tracțiune a firului necesar este de 140.000 psi.
electrodul de sârmă de natură continuă Disponibil în numeroase pachete diferite. O bobină extrem de mică utilizată în armele de bobină și o bobină de dimensiuni medii pentru sudarea cu arc metalic cu gaz fin. Ele sunt disponibile ca bobine pentru a plasa în echipamente de sudare. Role mari de multe sute de lire sterline sunt disponibile, de asemenea. Sunt disponibile în tobe în care firul este așezat într-un vas rotund și conectat la un alimentator automat de sârmă.
acoperiri cu electrozi de sudură
acoperiri cu tije de sudură pentru aliaje ușoare și scăzute de oțel au șase până la douăsprezece ingrediente care includ:
- celuloza-celuloza se dezintegreaza pentru a produce un scut de gaz care protejeaza arcul inconjurandu-l.
- carbonați metalici-oferă o atmosferă de reducere și reglează bazicitatea zgurii.
- dioxid de titan – este util în formarea unei zgură extrem de fluid și congelare rapidă și asigură ionizarea arcului de sudare.
- Feromanganez și Ferosiliciu – această acoperire ajută la dezoxidarea metalului topit și, de asemenea, completează conținutul de mangan și siliciu din metalul sudat depus.
- gume și argile – ajută la asigurarea elasticității materialului plastic și la asigurarea rezistenței acoperirilor.
- silicat Mineral-ajută la formarea zgurii și oferă rezistență la acoperire.
- fluorură de calciu-produce gaz de protecție pentru a proteja arcul, pentru a asigura fluiditatea, pentru a regla bazicitatea zgurii și solubilitatea oxizilor metalici.
- alierea metalelor ca nichel, crom și molibden – oferă conținut de aliaj metalului depus.
- mangan sau oxid de fier – ajută la stabilizarea arcului și ajustarea fluidității și proprietăților zgurii.
- pulbere de fier-crește productivitatea și oferă metal suplimentar zonei de sudură.
acoperirile tijei de sudură pentru oțel moale
sunt după cum urmează:
- celuloză sodică (EXX10) – acest tip de electrod are material celulozic sub formă de aliaj scăzut reprocesat cu hârtie 30% și făină de lemn. formează un scut de gaz agentul reducător dioxid de carbon și hidrogen care produce un arc de săpat pentru penetrare profundă. Stropirea este cea mai mare în comparație cu alți electrozi cu un depozit de sudură dur. Oferă proprietăți mecanice extrem de bune chiar și după îmbătrânire. Este unul dintre cei mai vechi electrozi dezvoltați și utilizat pe scară largă în sudarea conductelor rurale. Este utilizat în mod normal cu curent continuu cu polaritate inversă atunci când electrodul este pozitiv.
- celuloză potasiu (EXX11) – are caractere similare cu electrodul de celuloză sodică, cu excepția faptului că aici se utilizează mai mult potasiu decât sodiu. Face ionizarea arcului făcându-l potrivit pentru sudarea cu curent alternativ. Rezultatul este similar cu Celuloza sodică pe acțiune arc, penetrare și rezultate de sudură. O cantitate mică de pulbere de fier se adaugă la E6010 și E6011 pentru stabilizarea arcului și o rată de depunere mai bună.
- rutil sodium (EXX12) – dacă titanul sau dioxidul de rutil este ridicat în raport cu alte componente, electrodul oferă un aspect atrăgător utilizatorului. Acest electrod oferă un arc liniștit, stropi mici și o zgură controlată. Suprafața de sudură oferă un aspect neted, dar cu o penetrare mai mică și proprietăți metalice ușor mai mici decât cu electrozii de celuloză. Acest electrod oferă o rată ridicată de depunere și o tensiune joasă a arcului pentru a-l face potrivit pentru curent alternativ sau curent continuu cu electrod negativ.
- potasiul rutil (EXX13) – acest strat de electrod acționează foarte asemănător cu sodiul rutil, cu excepția faptului că potasiul este utilizat pentru ionizarea arcului. Acest tip de acoperire produce un arc de rulare foarte silențios și neted, care poate fi utilizat cu curent alternativ adecvat. Poate fi folosit cu un curent direct de polaritate.
- pulbere de fier rutil (EXXX4) – acoperirea este foarte aproape de o acoperire rutilă, cu excepția pulberii de fier care este inclusă în ea. Cu conținutul de fier de 25-40%, electrodul este EXX14 și 50% sau mai mult pulbere de fier face electrodul EXX24. Un procent mai mic de conținut de fier îl face potrivit pentru toate pozițiile. Procentul mai mare de fier îl face potrivit pentru o poziție plană cu suduri orizontale de file. Rata de depunere este crescută în ambele cazuri, în funcție de proporția conținutului de fier.
- sodiu cu conținut scăzut de hidrogen (EXXX5) – o acoperire cu o proporție mare de carbonat de calciu sau fluorură de calciu se numește feritic de var, hidrogen scăzut sau electrod de tip bazic. Pentru a asigura cel mai mic conținut de hidrogen posibil în atmosfera arcului, acoperirea nu trebuie să aibă celuloză, argile, azbest și alte minerale. Acoperirile sunt coapte la o temperatură mai ridicată și au proprietăți metalice superioare de sudură. Acestea oferă cea mai mare ductilitate, penetrare medie până la moderată, cu o viteză medie de depunere. Acestea trebuie depozitate într-o stare controlată și pot fi utilizate cu curent continuu cu electrod pozitiv.
- potasiu cu conținut scăzut de hidrogen (EXXX6) – caracteristicile acestor electrozi de sudură acoperiți sunt similare cu hidrogenul scăzut de sodiu, cu excepția substituției potasiului din sodiu pentru ionizarea arcului. Electrodul este utilizat cu AC și poate fi utilizat cu un electrod DC pozitiv. Aici arcul este mai lin, dar penetrarea celor doi electrozi rămâne aceeași.
- potasiu cu hidrogen scăzut (EXXX6) – acoperirea electrodului rămâne similară cu cea anterioară, dar pulberea de fier este adăugată la electrod în raport de 35-40% pentru a denumi electrodul ca EXX18.
- pulbere de fier cu conținut scăzut de hidrogen (EXX28) – acest electrod de sudură are caracteristici similare cu EXX18, dar are 50% sau mai mult pulbere de fier în acoperire. Este util într-o poziție plană și face o sudare orizontală a fileului. Aici rata de depunere este mai bună decât EXX18. Electrozii din aliaj superior folosesc acoperiri cu hidrogen redus. Putem adăuga metal specific în acoperiri pentru a face tipul de aliaj de electrozi în cazul în care literele sufix utilizate pentru a arăta compoziții metalice de sudură. Electrozii de tip hidrogen scăzut sunt utilizați pentru sudarea oțelului inoxidabil.
- oxid de fier sodic (EXX20) – conținutul ridicat de fier din Acoperiri produce un depozit de sudură care generează o zgură mai mare și este chiar dificil de controlat. Această acoperire produce o depunere mai rapidă cu penetrare medie și nivel scăzut de stropire și un finisaj foarte neted în sudare. Acești electrozi sunt potriviți pentru o poziție plană și realizează suduri orizontale de filet. Acești electrozi pot fi utilizați cu AC sau DC cu polaritate.
- oxid de fier putere de fier (EXX27) – caracteristicile acestor electrozi se potrivesc cu electrozi de tip oxid de sodiu de fier, dar transportă 50% sau mai mult putere de fier. Acest caracter va îmbunătăți rata de depunere și poate fi utilizat cu un curent continuu alternativ de polaritate.
depozitare
este obligatorie păstrarea electrozilor uscați, deoarece umiditatea poate distruge caracteristicile acoperirilor sale și poate duce la stropiri excesive. Poate provoca porozitate și dezvoltarea fisurilor în zona sudată. Odată ce electrozii sunt expuși la mediul umed mai mult de 2-3 ore, trebuie recomandat să se încălzească uscat într-un cuptor adecvat timp de cel puțin 2 ore la 500 de grade F.

odată scoase din cuptor, acestea trebuie depozitate într-un recipient rezistent la umezeală. Nu îndoiți niciodată electrodul, deoarece poate deteriora acoperirile și expune firul de bază. Nu ar trebui să folosim electrodul cu sârmă expusă pentru sudare. Electrozii furnizați cu sufixul R au o rezistență mai mare la umiditate.
tipuri de electrozi
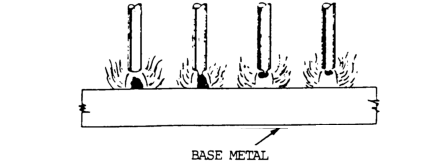
electrozi goi
acești electrozi goi sunt compuși din compoziții de sârmă pentru aceste aplicații specifice. Nu există acoperiri suplimentare, cu excepția celor necesare în desenarea sârmei. Acoperirile de desenare a sârmei au un efect stabilizator mic asupra arcului, dar nu au consecințe specifice. Acești electrozi goi sunt utilizați pentru sudarea oțelului mangan și a altor indicații în care electrodul acoperit nu este dorit.
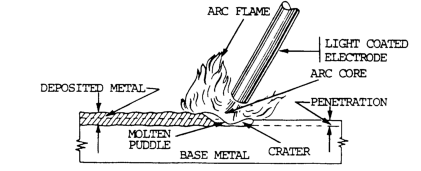
electrozi cu acoperire ușoară
există întotdeauna o compoziție definită a electrozilor de sudură cu acoperire ușoară.
au aplicat o acoperire ușoară pe suprafață prin scufundare, spălare, periere, pulverizare, ștergere și rostogolire. Aceste acoperiri au însemnat: îmbunătățirea fluxului de arc. E45 este sistemul de identificare a electrozilor enumerat în serie.
aceste acoperiri au următoarele funcții:
- reduce / dizolvă oxidul, fosforul și oxidul ca impurități.
- modifică tensiunea superficială a metalului topit. Ea face globulele electrodului în dimensiuni mai mici și mai frecvente. Face mișcarea metalului topit netedă și uniformă.
- îmbunătățește stabilitatea arcului prin materiale ușor ionizate introduse în cascada arcului.
- acoperirile ușoare generează o zgură subțire, spre deosebire de zgura de tip electrod cu arc ecranat.
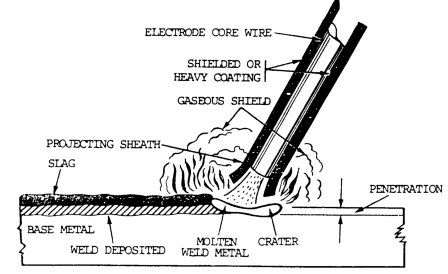
arc ecranat / electrozi cu acoperire grea
acești electrozi au o compoziție definitivă și au un strat de acoperire, aplicat prin extrudare și scufundare și sunt fabricați în 3 tipuri generale.
- cu acoperiri de celuloză
- cu acoperiri minerale
- cu o combinație de minerale și celuloză
acoperirile de celuloză au constat din bumbac solubil/ orice altă formă de celuloză cu o cantitate mică de sodiu, potasiu, titan și alte minerale adăugate. Acoperirile de celuloză protejează metalul topit cu o secțiune gazoasă în jurul arcului și a zonei de sudură.
acoperirile minerale includ silicat de sodiu, oxid de metal argilă și alte substanțe anorganice și combinații. Acești electrozi generează un depozit de zgură.
electrozii cu arc acoperit sau ecranat sunt folosiți pentru sudarea fontei, oțelului și suprafețelor dure.
scopurile Arc ecranat electrozi cu acoperire grea
scopul acoperirilor cu electrozi este de a produce un scut de gaz în jurul arcului care, la rândul său, previne contaminarea cu oxigen și azot în zona metalului sudat.
oxigenul are capacitatea de a se combina cu metalul topit, îndepărtând aliajele și, la rândul său, provocând porozitate.
azotul are efecte negative cum ar fi fragilitatea, rezistența scăzută, ductilitatea scăzută și chiar rezistența slabă la coroziune.
reduc impuritățile precum sulful, oxizii și fosforul, deoarece afectează depozitul de sudură.
stabilizează arcul, elimină fluctuațiile largi ale tensiunii, reducând astfel stropirea într-o mare măsură.
metalul topit de la capătul electrozilor se dezintegrează în particule fine mici prin reducerea tensiunii superficiale la metalul topit. Acestea reduc presiunea atractivă dintre metalul topit și electrod pentru rezultate mai bune.
silicații din înveliș ajută la formarea unei zguri peste metalul topit. Zgura se solidifică într-un ritm lent, astfel metalul subiacent are suficient timp să se răcească și să se solidifice. Solidificarea lentă elimină riscul de captare a gazelor și a impurităților plutitoare la suprafață. Răcirea lentă are un efect de recoacere asupra depozitului de sudură.
aspectul fizic și caracteristicile pot fi modificate prin încorporarea materialelor de aliere în acoperiri. Zgura va produce metale de sudură de calitate mai bună la o viteză mai mare.
electrozi Tungsten
acestea sunt non-consumabile electrozi greșit pentru gaz inert Tungsten (TIG) sau GTAW.
acești electrozi pot fi identificați prin semne de capăt vopsite ca mai jos:
- verde-tungsten pur
- galben-1% toriu
- Roșu-2% toriu
- maro-0,3-0,5% zirconiu
1. Tungsten pur – este verde cu vârf de 99,5% puritate și utilizat pentru operații mai puțin critice de sudare. Au o capacitate redusă de transport a curentului și o rezistență scăzută la impurități și contaminare.
2. Electrozi de Tungsten toriați – sunt disponibili cu 1% și 2% toriu și etichetați ca fiind superiori electrozilor de tungsten pur din cauza unei mai bune priviri a arcului, a unei ieșiri mai bune a electronilor, a unei stabilități mai bune a arcului, a capacității de transport a curentului ridicat, a unei rezistențe mai bune la contaminare și a unei vieți mai lungi.
3. Electrozi de zirconiu-electrodul de tungsten cu 0,3-0,5% zirconiu clasificate între tungsten pur și tungsten thoriated electrozi ca performanță fas este în cauză. Cele câteva indicații în puterea curentului alternativ funcționează mai bine decât altele.
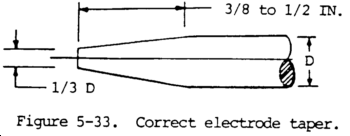
odată aliat tungsten sol la un punct, se produce un arc mai fin. Dacă electrozii nu sunt împământați corespunzător, atunci trebuie să fie acționați cu Curent maxim și cu o stabilitate rezonabilă a arcului. Electrodul de tungsten ascuțit este dificil de întreținut dacă se utilizează echipamentul de curent continuu și pornirea tactilă a arcului este o practică. Ar trebui să suprapunem un curent de înaltă frecvență pe curentul de sudură obișnuit pentru a menține forma electrodului și pentru a reduce includerea electrozilor în sudură. Aliajele de toriu și zirconiu oferă o mai bună reținere a formei chiar și atunci când se folosește practica de pornire la atingere.
extensia electrodului de sudură dincolo de o ceașcă de gaz depinde de tipul de îmbinare care trebuie sudată. O extensie de 3,2 mm utilizată pentru îmbinările cap la cap din metal cu gage mic, în timp ce o extensie de 6,4-12,7 poate fi necesară pentru sudurile cu filet. Electrodul de tungsten trebuie să fie înclinat ușor și să adauge cu atenție metalul de umplere pentru a evita contactul cu electrodul. În cazul în care contaminarea sa întâmplat electrodul trebuie să fie eliminate, reground, și puneți-l din nou.
electrozi de sudare cu Arc de curent continuu
este întotdeauna recomandabil să urmați instrucțiunile producătorului atunci când se utilizează un anumit tip de electrod de sudură. Electrozii de sudare cu arc de curent continuu sunt alocați pentru polaritate inversă, adică electrod pozitiv sau pentru polaritate dreaptă înseamnă electrod negativ sau ambele. Dar subliniați că mulți, dar nu toți electrozii de curent continuu pot fi utilizați cu curent alternativ. Curentul continuu este alegerea preferată pentru electrozii din oțel acoperit, neferos, gol și aliat. Recomandările producătorului pot include, în funcție de tipul de metal de bază, corecția pentru o montare slabă etc.
polaritatea dreaptă oferă, în general, o penetrare mai mică în comparație cu electrozii de polaritate inversă, dar oferă o viteză mare de sudare. O mai bună penetrare poate fi realizată cu oricare tip printr-o atmosferă adecvată de sudare și manipulare a arcului.
electrozi de sudură cu Arc de curent alternativ
curentul alternativ este mai de dorit atunci când sudați în zona strânsă și sudați secțiuni groase, deoarece reduce lovitura arcului. Lovitura arcului tinde să provoace incluziuni de zgură, găuri de suflare și lipsa fuziunii în sudură. Ei au electrozi acoperite cu DC sau AC disponibile.
AC este utilizat în procesele de sudare cu hidrogen atomic și arc de carbon în care se utilizează 2 electrozi de carbon. Permite o rată uniformă de sudare și consum de electrozi. Într-un arc de carbon atunci când se recomandă un electrod, atunci polaritatea directă a curentului direct este alegerea și aici consumul de electrozi într-un ritm mai lent.
electrozi de acoperire defecți și efectele acestora
stabilitatea arcului este afectată dacă va exista un oxid sau alte elemente în acoperiri. Compoziția și uniformitatea electrozilor goi joacă un rol important în controlul stabilității arcului. Acoperirile grele sau subțiri pe electrozi nu vor tolera efectele firului defect.
oxidul de aluminiu, siliciul, dioxidul de siliciu, sulfatul de fier se stabilizează în timp ce oxidul de fier, oxidul de calciu, oxidul de mangan ajută la stabilizarea arcului.
excesul de sulf și fosfor 0,04% va afecta metalul de bază sudat, deoarece acestea sunt transferate de la electrod la metal topit cu o pierdere minimă. Fosforul provoacă fragilitate, creșterea cerealelor și dificultăți la rece în sudură. Aceste defecte cresc proporțional cu conținutul de carbon din oțel. Sulful, la rândul său, acționează ca o zgură, rupe soliditatea metalului sudat și duce la scurtarea la cald. Sulful este dăunător în special electrozilor din oțel goale și cu conținut scăzut de carbon, cu un conținut scăzut de mangan, care promovează formarea de sunet și sudură puternică.
dacă tratamentul termic dat miezului firului nu este uniform, electrodul ne va oferi sudura inferioară în comparație cu electrodul din aceeași compoziție, dar tratat termic corespunzător.
ratele de depunere a electrozilor de sudură
electrozii de sudură au rate de depunere diferite în funcție de compoziția stratului de acoperire. Electrodul cu conținut mai mare de fier are o rată de depunere mai bună. În Statele Unite, procentul de putere de fier într-un strat este în intervalul 10-50%. Aceasta se bazează pe o formulă în care cantitatea de pulbere de fier din acoperire față de greutatea acoperirii.

procentele sunt definite de specificațiile Societății Americane de sudură. Metoda Europeană de calcul al puterii fierului se bazează pe greutatea metalului sudat depus față de greutatea firului de bază gol consumat în proces.

tipuri de electrozi Neconsumabili
sunt 2 tipuri de electrozi neconsumabili.
- electrodul de carbon disponibil ca un electrod non-umplere de metal pentru tăiere cu arc și sudare. Se compune dintr-o tijă de grafit de carbon care poate avea/ nu poate avea acoperiri de cupru sau alt material.
- electrodul de tungsten este un electrod metalic non-umplutură fabricat din tungsten și utilizat în sudarea sau tăierea cu arc.
electrozi de Carbon
AWS nu clasifică electrozii de sudură cu carbon, dar specificațiile militare ca MIL-e-17777c sunt acolo pentru a spune electrozilor tăierea și sudarea grafitului de carbon neacoperit și acoperit cu cupru
există un sistem de clasificare bazat pe trei clase ca simplu, neacoperit și acoperit cu cupru. Acesta demonstrează informații despre diametru, informații despre lungime, cerința de toleranță la dimensiune, eșantionare, testare și asigurarea calității. Aici aplicațiile includ sudarea cu arc de carbon, arcul dublu de carbon, tăierea carbonului, scobirea, tăierea cu arc de carbon din aer.
electrozi Stick
variabilele în sudarea stick sunt următoarele:
1. Dimensiune-dimensiunile disponibile în mod obișnuit sunt 1/16, 5/64, 3/32 (commonest), 1/8, 3/18, 7/32 și 5/16 inci. Firul de bază al electrodului utilizat se întâmplă să fie mai îngust decât materialul sudat.
2. Material-electrozii de sudură stick vin din oțel moale, fără fier, oțel cu conținut ridicat de carbon, fontă și aliaj special.
3. Rezistență-rezistența la tracțiune a sudurii trebuie să fie mai puternică decât metalul sudat. Materialul din electrod trebuie să fie și mai puternic.
4. Poziția de sudare – diferiții electrozi utilizați pentru fiecare poziție de sudare ca orizontală, plană etc.
5. Iron power mix-pulberea de fier disponibilă în flux ridică disponibilitatea metalului topit pentru sudură pe măsură ce căldura schimbă pulberea în oțel.
6. Desemnarea arcului moale – aceasta este pentru metalul mai subțire și nu are statutul de potrivire perfectă în sudare.
cele mai populare electrozi de sudare cu Arc electric
sunt următoarele:
E6013 și E6012 –specificațiile tijei de sudură sunt proiectate pentru metale subțiri și îmbinări care nu sunt ușor de montat împreună.
E6011 – suprafețele uleioase, murdare, prăfuite și ruginite au nevoie de acest tip de electrod. Este versatil, deoarece funcționează pentru polaritatea AC și DC. Poate crea o zgură mică și nu trebuie plasată într-un cuptor cu electrod.
E6010 – are caracteristici similare, cu excepția faptului că funcționează numai cu curent continuu.
E76018 și E7016-pulberea de fier este adăugată în flux pentru a crea o sudură puternică. Creează băltoacă care poate avea dificultăți pentru începători.
de asemenea, citiți:
tijă de sudură
clasificări AWS explicate
cuvinte finale
electrozii de sudură sau tijele de sudură sunt fabricate din materiale și compoziții similare metalului sudat. Alegerea tijei de sudură depinde de o varietate de factori pentru fiecare proiect.
selecția electrodului depinde de ușurința curățării, calitatea talonului, rezistența sudurii și stropirea minimă. Electrodul de sudare cu Arc și sârma de sudare MIG sunt consumabile, deoarece devin parte a procesului de sudare.
electrozii de sudură TIG sunt neconsumabili, deoarece nu se topesc și devin parte a sudurii.