en metalltråd belagd med en liknande sammansättning som metallen som förenas definieras som en svetselektrod. Flera faktorer att tänka på innan du väljer rätt elektrod för något projekt.
bågsvetselektroden / SMAW är förbrukningsbar när de blir en del av svetsfusionen. Det hänvisar till TIG-elektroderna som icke-förbrukningsbara eftersom de inte blir en del av svetsen vid smältning. Mig-svetselektroden är en regelbundet matad tråd som heter MIG-tråd.
valet av svetselektroder beror till stor del på svetsstyrkan, lätt att rengöra. bättre pärlkvalitet och minimal stänk.
svetselektroder måste förvaras i en fuktfri omgivning och avlägsnas försiktigt från förpackningen för att undvika skador enligt anvisningarna noggrant.
sidans innehåll
Varför är svetselektroder täckta?
när den smälta metallen utsätts för miljön absorberar den syre och kväve som påverkar negativt och blir spröda. En slaggfilt skulle behöva täcka smält / stelnande svetsmetall för att skydda från atmosfären och elektrodbeläggningen ger oss denna sköld.
svetselektrodernas beläggningskomposition bestämmer deras användbarhet och därmed sammansättningen av den avsatta svetsmetallen och specifikationen.
de baserar formuleringen av svetselektrodbeläggningar på den etablerade principen om metallurgi, fysik och kemi.
beläggningen är där för att skydda mot skador, bågstabilisering, förbättrar svetsningen på följande sätt.
- minsta stänk i svetsens närhetszon
- en slät yta av svetsmetall och kanter även
- en stabil och jämn svetsbåge
- en tuff och stark beläggning
- lätt slaggavlägsnande
- bättre deponeringshastighet
- Penetrationskontroll vid svetsning
vi kan klassificera bågsvetselektroden i tunna belagda/nakna och kraftigt belagda/skärmade bågelektroder. Den täckta typen av elektrod är en slags populär stil av fyllnadsmaterial i bågsvetsprocessen.
elektrodbeläggningens sammansättning bestämmer elektrodens användbarhet, och specifikationen avsatt material bestämmer elektroden. Den kategori av elektrod som används beror till stor del på de speciella egenskaperna inom svetsavsättningen som krävs.
dessa egenskaper inkluderar korrosionsbeständighet, hög uthållighet, duktilitet, oädel metalltyp som ska svetsas, svetsens position som horisontell, vertikal, överliggande och typ av ström och polaritet.

klassificering av svetselektroder
svetsindustrin har antagit svetsstångens klassificeringsnummer som beslutats av American Welding Society (AWS).
elektrodens identifieringssystem för stålbågsvetsning antas enligt följande.
- E-Detta e indikerar elektrod för bågsvetsning
- Den 1: A två eller tre siffror – det indikerar draghållfastheten i tusentals pounds /kvadrattum av deponerat material en gång försökt att dra isär.
- Den 3: e eller 4: e siffran – den indikerar svetsens position. Om 0 Det visar ingen klassificering används, 1 är för varje position, 2 för platt och horisontell, 3 är endast för platt position.
- den 4: e siffran-den anger typen av beläggning och typen av elektrisk strömförsörjning, AC/DC, rak eller omvänd polaritet.
- numret E6010-nu indikerar det en bågsvetsstång med en spänningshållfasthet på 60 000 psi, kan användas i alla lägen och likström med kortfattad polaritet.
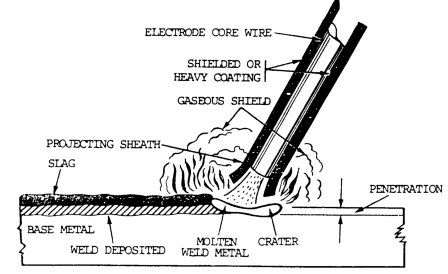
ström -, polaritet-och Beläggningstyper betecknade med den 4: e siffran i elektrodklassificeringsnumret
| siffra | beläggning | svetsström |
| 0 | * | * |
| 1 | Cellulosakalium | ac, dcrp, dcsp |
| 2 | ’d natrium | ac, dcsp |
| 3 | ’D kalium | ac, dcsp, dcrp |
| 4 | järnpulver titania | ac, dcsp, dcrp |
| 5 | lågt vätenatrium | dcrp |
| 6 | lågt vätekalium | ac, dcrp |
| 7 | järnpulver järnoxid | ac, dcsp |
| 8 | järnpulver lågt väte | ac, dcrp, dcsp |
när vi hittar den fjärde eller sista siffran som noll kan typen av beläggning och ström endast bedömas av den tredje siffran.
rostfritt stål Bågsvetselektrod
dess klassificering går enligt följande:
- E – detta brev anger elektroden för bågsvetsning.
- de första 3 siffrorna anger den amerikanska järn – och ståltypen av rostfritt stål.
- de sista 2 siffrorna anger positionen och strömmen som används vid svetsning.
- exemplet med nummer E-308-16 föreslår rostfritt stål typ 308, för varje position, med AC eller omvänd polaritet likström.
klassificeringssystem för nedsänkta Bågelektroder
systemet för att beteckna massivt kolstål som är avsett för nedsänkta bågelektroder är som följer.
- bokstaven E som ett prefix som används för att ange en elektrod. Det följs av bokstaven som anger mängden mangan, H för hög, M för medium och L för låg mangan. Det följs av ett tal som anger den genomsnittliga mängden kol i hundra procent. Sammansättningen av dessa trådar är identisk med den tråd som används i gasmetallbågsvetsning specifikation.
- American Welding Societys specifikationer för elektrodtråd som används för nedsänkt bågsvetsning är bara mjuka stålelektroder & flöden för nedsänkt bågsvetsning. Detta visar både trådkomposition och svetsavsättningskemi beroende på det använda flödet. Specifikationen ger sammansättningen av elektrodtråden. När dessa elektroder används med korrekt procedur i nedsänkt bågsvetsning, kommer den avsatta svetsmetallen att uppfylla de mekaniska egenskaperna som behövs Enligt specifikationen.
- oxyfuel gassvetsfyllningsstången är betecknad med prefixet bokstaven R, följt av en g-bokstav som indikerar att elektroden används för gassvetsning. Dessa följs av 2 siffror som 45,60 och 65, vilket markerade den ungefärliga draghållfastheten i 1000psi.
- i icke-järn kategori filler material prefixet av bokstaven E, R, och RB används specifikt som följer den kemiska symbolen för den huvudsakliga metall av tråden. Om det används mer än en av samma metalllegeringar i tråden kan vi lägga till ett suffixnummer.
- AWS SPECIFIKATIONER är mest antagna för klassificering av nakna svetsstång och tråd. Det finns militära specifikationer som MIL-e, MIL-r typer.
den viktiga egenskapen hos en fast svetselektrod som tråd och stavar är deras sammansättning enligt givna specifikationer. Specifikationen inkluderar kompositionsgränser och mekaniska egenskaper som behövs i svetsprocessen.
de kopparpläterade fasta trådarna flagnar ibland av koppar som kan skapa problem med matarvalsmekanismen genom att ansluta fodret eller kontaktspetsen. En lätt Kopparbeläggning är önskvärd för att göra elektrodtråden, fri från smuts och damm. Använd en vit rengöringsvävnad för att rengöra trådelektroden hela tiden för att förhindra att smuts och damm täpper till fodret. Detta kan minska nuvarande pickup och skapa oberäkneliga svetsoperationer.
trådens styrka testas av maskinen och högre styrka av tråden krävs när den passerar genom pistolerna. Den rekommenderade minsta draghållfastheten för den tråd som krävs är 140 000 psi.
trådelektroden av kontinuerlig natur finns i många olika paket. En extremt liten spole som används i spolpistoler och medelstor spole för fingasmetallbågsvetsning. De finns som spolar att placera i svetsutrustning. Stora rullar av många hundra pounds finns också. De finns i trummor där tråd läggs i ett runt kärl och ansluts till en automatisk trådmatare.
svetselektroder beläggningar
svetsstänger beläggningar för mild och låg stållegering har sex till tolv ingredienser som inkluderar:
- cellulosa-cellulosan sönderdelas för att producera en gassköld som skyddar bågen genom att omge den.
- metallkarbonater-det ger en reducerande atmosfär och justerar slaggens basicitet.
- titandioxid-det är till hjälp för att bilda en mycket flytande och snabb frysning slagg och ger jonisering av bågen av svetsningen.
- Ferromanganese och ferrosilicon-denna täckning hjälper till att deoxidera den smälta metallen och kompletterar även mangan-och kiselhalten i den deponerade svetsmetallen.
- gummi och leror – det hjälper till att ge elasticitet till plastmaterialet och ge styrka till beläggningarna.
- Mineralsilikat-det hjälper till med slaggbildning och ger styrka till täckningen.
- kalciumfluorid-det producerar skyddsgas för att skydda bågen, ge fluiditet, justera slaggens basicitet och löslighet av metalloxider.
- legeringsmetaller som nickel, krom och molybden – det erbjuder legeringsinnehåll till den deponerade metallen.
- mangan eller järnoxid – det hjälper till att stabilisera bågen och justera slaggens fluiditet och egenskaper.
- järnpulver-det ökar produktiviteten och ger extra metall till svetszonen.
Svetsstångbeläggningarna för mjukt stål
de är som följer:
- Cellulosanatrium (EXX10) – denna typ av elektrod har cellulosamaterial i form av upparbetad låglegering med 30% papper och trämjöl. bildar en gassköld reduktionsmedlet koldioxid och väte som producerar en grävbåge för djup penetration. Sprutet är högst i jämförelse med andra elektroder med en grov svetsavsättning. Det erbjuder extremt goda mekaniska egenskaper även efter åldring. Det är en av de tidigaste utvecklade elektroderna och används i stor utsträckning vid svetsning av rörledningar på landsbygden. Den används normalt med likström med omvänd polaritet när elektroden är positiv.
- Cellulosakalium (EXX11) – det har liknande tecken som cellulosanatriumelektroden förutom att här används mer kalium än natrium. Det gör jonisering av bågen vilket gör den lämplig att svetsa med växelström. Resultatet liknar cellulosanatrium per bågverkan, penetration och svetsresultat. En liten mängd järnpulver tillsätts till E6010 och E6011 för bågstabilisering och bättre avsättningshastighet.
- Rutilnatrium (EXX12) – om titan-eller rutildioxiden är hög med avseende på andra komponenter, ger elektroden ett tilltalande utseende för användaren. Denna elektrod erbjuder en tyst båge, låga sprutor och en kontrollerad slagg. Svetsytan ger ett slätt utseende men med mindre penetration och något lägre metallegenskaper än med cellulosaelektroder. Denna elektrod ger en hög avsättningshastighet och en låg bågspänning för att göra den lämplig för växelström eller likström med elektrod negativ.
- Rutilkalium (EXX13) – denna beläggning av elektrod verkar mycket lik rutilnatrium utom här används kalium för bågjonisering. Denna typ av beläggning ger en mycket tyst och jämn gångbåge som kan användas med lämplig för växelström. Den kan användas med en likström av antingen polaritet.
- Rutiljärnpulver (EXXX4) – beläggningen ligger mycket nära en rutilbeläggning med undantag för det järnpulver som ingår i det. Med järninnehållet på 25-40% är elektroden EXX14 och 50% eller mer järnpulver gör elektroden EXX24. En lägre andel järnhalt gör den lämplig för alla positioner. Den högre andelen järn gör den lämplig för en platt position med horisontella kälsvetsar. Deponeringshastigheten ökas i båda fallen beroende på andelen järninnehåll.
- lågt vätenatrium (EXXX5) – en beläggning med en hög andel kalciumkarbonat eller kalciumfluorid kallas kalkferritisk, låg väte eller basisk typelektrod. För att säkerställa lägsta möjliga väteinnehåll i bågatmosfären bör beläggningen inte ha cellulosa, leror, asbest och andra mineraler. Beläggningarna bakas vid högre temperatur och har överlägsna svetsmetallegenskaper. De erbjuder den högsta duktiliteten, medium till måttlig penetration med en medelhastighet av deponering. Dessa måste lagras i ett kontrollerat tillstånd och kan användas med likström med elektrod positiv.
- lågt vätekalium (EXXX6) – egenskaperna hos dessa belagda svetselektroder liknar det låga vätenatriumet med undantag för substitution av kalium från natrium för bågjonisering. Elektroden används med AC och kan användas med en DC-elektrod positiv. Här är bågen mjukare men penetrationen av de två elektroderna förblir densamma.
- lågt vätekalium (EXXX6) – beläggningen av elektroden här förblir lik den föregående men järnpulvret tillsätts till elektroden i förhållandet 35-40% för att namnge elektroden som EXX18.
- Lågvätejärnpulver (EXX28) – denna svetselektrod har liknande egenskaper som EXX18, men har 50% eller mer järnpulver i beläggningen. Den är användbar i en platt position och gör en horisontell kälsvetsning. Här är deponeringsgraden bättre än EXX18. De högre legeringselektroderna använder låga vätebeläggningar. Vi kan lägga till specifik metall i beläggningarna för att göra elektroderna legeringstyp där suffix bokstäver som används för att visa svetsmetallkompositioner. Elektroder med låg vätetyp används för svetsning av rostfritt stål.
- järnoxidnatrium (EXX20) – det höga innehållet av järn i beläggningarna ger en svetsavsättning som genererar en större slagg och är till och med svår att kontrollera. Denna beläggning ger snabbare avsättning med medium penetration och låg sprutnivå och en mycket slät yta vid svetsning. Dessa elektroder är lämpliga för en platt position och gör horisontella kälsvetsar. Dessa elektroder kan användas med AC eller DC med antingen polaritet.
- Järnoxidjärnkraft (EXX27) – egenskaperna hos dessa elektroder matchar elektroder av järnoxidnatriumtyp, men den bär 50% eller mer järnkraft. Denna karaktär kommer att förbättra deponeringshastigheten och kan användas med en växelström med antingen polaritet.
förvaring
det är obligatoriskt att hålla elektroderna torra eftersom fukt kan förstöra egenskaperna hos dess beläggningar och kan leda till överdrivna sprutor. Det kan orsaka porositet och sprickor utveckling i den svetsade zonen. När elektroder utsätts för fuktig miljö i mer än 2-3 timmar, bör det rekommenderas att värma torrt i en lämplig ugn i minst 2 timmar vid 500 grader F.

när de är ur ugnen ska de förvaras i en fuktig Behållare. Böj aldrig elektroden eftersom det kan skada beläggningarna och exponera kärntråden. Vi bör inte använda elektroden med exponerad tråd för svetsning. Elektroderna som levereras med suffix R har högre motståndskraft mot fukt.
typer av elektroder
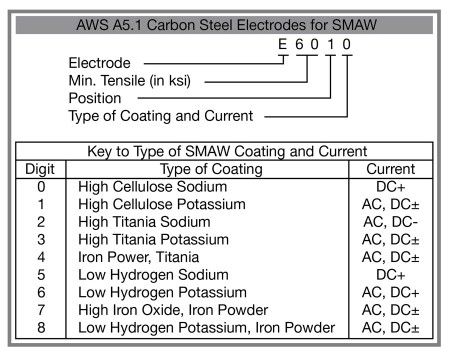
nakna elektroder
dessa nakna elektroder består av trådkompositioner för de specifika applikationerna. Det finns inga beläggningar extra förutom de som krävs i tråddragning. Tråddragningsbeläggningarna har en liten stabiliserande effekt på bågen men inga specifika konsekvenser. Dessa nakna elektroder används för att svetsa manganstål och andra indikationer där belagd elektrod inte önskas.
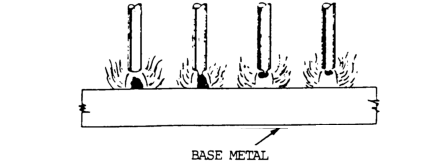
ljus belagda elektroder
det finns alltid en bestämd sammansättning av ljus belagda svetselektroder.
de applicerade en lätt beläggning på ytan genom att doppa, tvätta, borsta, spruta, torka och tumla. Dessa beläggningar innebar: att förbättra bågströmmen. E45 är det elektrodidentifieringssystem som anges i serien.
dessa beläggningar har följande funktioner:
- det minskar / löser upp oxid, fosfor och oxid som föroreningar.
- det förändrar ytspänningen hos den smälta metallen. Det gör elektrodens globuler i mindre storlekar och frekventare. Det gör rörelsen av den smälta metallen jämn och enhetlig.
- det förbättrar bågstabiliteten genom lätt joniserade material som införs i bågkaskaden.
- de lätta beläggningarna genererar en slagg som är tunn till skillnad från skärmad bågelektrod slagg.
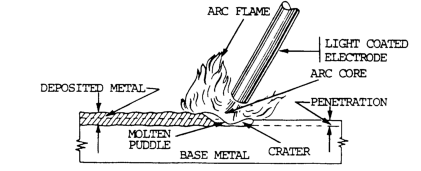
skärmad båge / tunga belagda elektroder
dessa elektroder har en definitiv sammansättning och har en beläggning, appliceras genom extrudering och doppning och tillverkas i 3 allmänna typer.
- med cellulosabeläggningar
- med mineralbeläggningar
- med en kombination av mineraler och cellulosa
cellulosabeläggningarna bestod av löslig bomull/ någon annan form av cellulosa med en liten mängd natrium, kalium, titan och några andra tillsatta mineraler. Cellulosabeläggningarna skyddar den smälta metallen med en gasformig sektion runt bågen och svetszonen.
mineralbeläggningarna inkluderar natriumsilikat, metalloxidlera och andra oorganiska ämnen och kombinationer. Dessa elektroder genererar en slaggavsättning.
de tungbelagda eller skärmade bågelektroderna används för att svetsa gjutjärn, stål och hårda ytor.
syftet med skärmad båge Tungbelagda elektroder
syftet med elektrodbeläggningarna är att producera en gassköld runt bågen som i sin tur förhindrar kontaminering från syre och kväve vid svetsmetallzonen.
syret har en förmåga att kombinera med smält metall, avlägsna legeringar och i sin tur orsaka porositet.
kvävet har dåliga effekter som sprödhet, låg hållfasthet, låg duktilitet, och även dålig motståndskraft mot korrosion.
de minskar orenheter som svavel, oxider och fosfor eftersom de försämrar svetsavsättningen.
de stabiliserar bågen, eliminerar stora fluktuationer i spänning, vilket minskar sprutningen i stor utsträckning.
den smälta metallen i slutet av elektroderna sönderdelas i små fina partiklar genom att minska ytspänningen vid den smälta metallen. De minskar det attraktiva trycket mellan smält metall och elektrod för bättre resultat.
silikaterna i beläggningen hjälper till att bilda en slagg över den smälta metallen. Slaggen stelnar i långsam takt, så den underliggande metallen har tillräckligt med tid att svalna och stelna. Den långsamma stelningen eliminerar risken för infångning av gas-och flottörföroreningar vid ytan. Den långsamma Kylningen har en glödgning effekt på svetsavsättningen.
det fysiska utseendet och egenskaperna kan modifieras genom att legeringsmaterial införlivas i beläggningarna. Slaggen kommer att producera bättre kvalitet svetsmetaller med högre hastighet.
volframelektroder
dessa är icke-förbrukningsvaror fel elektroder för volfram Inert Gas (TIG) eller GTAW.
dessa elektroder kan identifieras med målade ändmärken enligt nedan:
- grön – ren volfram
- gul-1% Torium
- röd-2% Torium
- brun-0,3-0,5% zirkonium
1. Ren volfram-den är grön tippad med 99,5% renhet och används för mindre kritiska svetsoperationer. De har låg strömkapacitet och låg motståndskraft mot föroreningar och föroreningar.
2. Thoriated volfram elektroder-de är tillgängliga med 1% och 2% torium och märkta som överlägsen rena volframelektroder på grund av bättre båge stirrar, bättre elektronutgång, bättre båge stabilitet, hög ström bärkraft, bättre motståndskraft mot kontaminering, och bättre längre livslängd.
3. Zirkoniumelektroder-volframelektroden med 0,3-0,5% zirkonium kategoriseras mellan ren volfram och thoriated volframelektroder som fas prestanda berörs. De få indikationerna i växelström de fungerar bättre än andra.
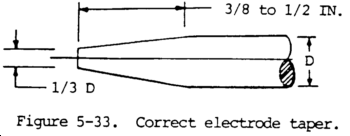
när legerad volfram slipas till en punkt, ger den en finare båge. Om elektroderna inte är jordade ordentligt måste de drivas med maximal ström och med endast rimlig bågstabilitet. Den spetsiga volframelektroden är svår att underhålla om likströmsutrustningen används och bågens beröringsstart är en övning. Vi bör överlagra en högfrekvent ström på vanlig svetsström för att bibehålla elektrodformen och minska införandet av elektroder i svetsen. Torium-och zirkoniumlegeringarna ger en bättre formbevarande även när beröringsstart används.
svetselektrodförlängningen bortom en gaskopp beror på vilken typ av fog som ska svetsas. En förlängning på 3,2 mm som används för stumfogar i liten gage metall medan en förlängning på 6,4-12,7 kan vara nödvändig för kälsvetsar. Volframelektroden måste lutas något och tillsätt tillsatsmetall försiktigt för att undvika kontakt med elektroden. Om föroreningen inträffade måste elektroden tas bort, slipas om och placera den igen.
likströms Bågsvetselektroder
det är alltid lämpligt att följa tillverkarens instruktioner när en viss typ av svetselektrod används. Likströmsbågsvetselektroderna är öronmärkta för omvänd polaritet, dvs elektrod positiv eller för rak polaritet betyder elektrod negativ eller båda. Men gör en punkt av det att många men inte alla likströmselektroder kan användas med växelström. Likström är det föredragna valet för täckta, icke-järnhaltiga, nakna och legerade stålelektroder. Tillverkarens råd kan inkludera beroende på typ av basmetall, korrigering för dålig passform etc.
den raka polariteten ger i allmänhet mindre penetration jämfört med omvänd polaritetselektroder men erbjuder stor svetshastighet. Ju bättre penetration kan uppnås med endera typen genom en korrekt svetsatmosfär och bågmanipulation.
växelströms Bågsvetselektroder
växelström är mer önskvärd vid svetsning i den täta zonen och svetsning tjocka sektioner eftersom det minskar ljusbågen. Bågblåsningen tenderar att orsaka slagginkluderingar, blåshål och brist på fusion i svetsningen. De har belagda elektroder med antingen DC eller AC tillgängliga.
AC används i atomvätesvetsning och kolbågsprocesser där 2 kolelektroder används. Det möjliggör en jämn svetshastighet och elektrodförbrukning. I en kolbåge när en elektrod rekommenderas är likström rak polaritet valet och här elektrodförbrukning i långsammare takt.
defekta Beläggningselektroder och deras effekter
bågstabiliteten påverkas om det kommer att finnas en oxid eller andra element i beläggningarna. Sammansättningen och likformigheten hos de nakna elektroderna spelar en viktig roll för att styra bågstabiliteten. Tunga eller tunna beläggningar på elektroder tolererar inte effekterna av den defekta tråden.
aluminiumoxiden, kisel, kiseldioxid, järnsulfat ostabiliseras medan järnoxid, kalciumoxid, manganoxid, hjälper till att stabilisera bågen.
överskottet av svavel och fosfor 0,04% kommer att försämra svetsbasmetallen när de överförs från elektrod till smält metall med en minimal förlust. Fosforen orsakar sprödhet, korntillväxt och kall korthet i svetsen. Dessa defekter ökar i proportion till kolhalten i stålet. Svavel fungerar i sin tur som en slagg, bryter svetsmetallens sundhet och leder till het korthet. Svavel är skadligt särskilt för nakna och låga kolstålelektroder med en mager manganhalt som främjar bildandet av ljud och stark svets.
om värmebehandlingen som ges till trådkärnan inte är enhetlig, kommer elektroden att erbjuda oss den sämre svetsen jämfört med elektroden med samma sammansättning men värmebehandlad ordentligt.
Avsättningshastigheter för Svetselektroderna
svetselektroderna har olika avsättningshastigheter enligt beläggningens sammansättning. Elektroden med högre järninnehåll har en bättre avsättningshastighet. I USA ligger andelen järnkraft i en beläggning i intervallet 10-50%. Detta är baserat på en formel där mängden järnpulver i beläggning kontra beläggningsvikten.

procentsatserna definieras av American welding society SPECIFIKATIONER. Den europeiska metoden för beräkning av järnkraft är baserad på vikten av deponerad svetsmetall kontra vikten av kärntråden som förbrukas i processen.

typer av icke-förbrukningsbara elektroder
de är 2 typer av icke-förbrukningsbara elektroder.
- kolelektroden finns som en icke-fyllnadselektrod av metall för bågskärning och svetsning. Den består av en kolgrafitstav som kan ha/ kanske inte har beläggningar av koppar eller annat material.
- volframelektroden är en icke-fyllnadsmetallelektrod Tillverkad av volfram och används vid bågsvetsning eller skärning.
kolelektroder
AWS kategoriserar inte för kolsvetselektroder men militär specifikation som MIL-e-17777c är där för att berätta elektroder skärning och svetsning av kolgrafit obelagd och kopparbelagd
det finns ett klassificeringssystem baserat på tre kvaliteter som vanligt, obestruket och kopparbelagt. Det visar diameterinformation, längdinformation, kravet på storlekstolerans, provtagning, testning och kvalitetssäkring. Här applikationer inkluderar kol bågsvetsning, dubbel kol båge, kol-skärning, mejsling, luft kol båge skärning.
Stickelektroder
variablerna i sticksvetsning är följande:
1. Storlek-de allmänt tillgängliga storlekarna är 1/16, 5/64, 3/32 (vanligaste), 1/8, 3/18, 7/32 och 5/16 tum. Kärntråden hos den använda elektroden råkar vara smalare än det svetsade materialet.
2. Material-sticksvetselektroderna finns i mjukt stål, järnfritt, högkolstål, gjutjärn och speciallegering.
3. Styrka-svetsens draghållfasthet måste vara starkare än den metall som svetsas. Materialet i elektroden måste också vara starkare.
4. Svetsposition-de olika elektroderna som används för varje svetsposition som horisontella, plana etc.
5. Iron power mix-järnpulver tillgängligt i flödet ökar smältmetalltillgängligheten för svetsen när värmen ändrar pulvret till stål.
6. Mjuk bågbeteckning – detta är för den tunnare metallen och har inte perfekt passformsstatus vid svetsning.
de mest populära Bågsvetselektroderna
de följer:
E6013 och E6012-svetsstångsspecifikationerna är utformade för tunna metaller och fogar som inte är lätta att passa ihop.
E6011-de oljiga, smutsiga, dammiga och rostiga ytorna behöver denna typ av elektrod. Den är mångsidig eftersom den fungerar för AC – och DC-polaritet. Det kan skapa en liten slagg och behöver inte placeras i en elektrodugn.
E6010 – den har liknande egenskaper förutom att den bara fungerar med likström.
E76018 och E7016-järnpulvret tillsätts i flödet för att skapa en stark svets. Det skapar pöl som kan ha svårt för nybörjare.
Läs också:
svetsstång
AWS-klassificeringar förklarade
Slutord
svetselektroderna eller svetsstängerna är gjorda av material och sammansättning som liknar den metall som svetsas. Valet av svetsstång beror på en mängd olika faktorer för varje projekt.
elektrodvalet beror på enkel rengöring, pärlkvalitet, svetsstyrka och minimal stänk. Bågsvetselektrod och mig-svetstråd är förbrukningsbara eftersom de blir en del av svetsprocessen.
TIG-svetselektroderna är inte förbrukningsbara eftersom de inte smälter och blir en del av svetsen.