kovový drát potažený podobným složením jako spojovaný kov je definován jako Svařovací elektroda. Několik faktorů, které je třeba zvážit před výběrem správné elektrody pro jakýkoli projekt.
elektroda pro obloukové svařování / SMAW je spotřební, protože se stávají součástí svarové fúze. Označuje elektrody TIG jako nespotřebitelné, protože se nestávají součástí svaru při tavení. Svařovací elektroda MIG je pravidelně přiváděný drát s názvem MiG wire.
výběr svařovací elektrody do značné míry závisí na síle svaru, snadno se čistí. lepší kvalita korálků a minimální rozstřik.
svařovací elektrody je třeba skladovat v prostředí bez vlhkosti a opatrně je vyjmout z obalu, aby nedošlo k poškození podle pokynů.
obsah stránky
proč jsou svařovací elektrody pokryty?
jakmile je roztavený kov vystaven životnímu prostředí, absorbuje kyslík a dusík, které nepříznivě ovlivňují a stávají se křehkými. Strusková deka by musela pokrýt roztavený / tuhnoucí svarový kov, aby chránil před atmosférou a elektrodový povlak nám poskytuje tento štít.
složení povlaku svařovacích elektrod určuje jejich užitečnost, a tedy složení naneseného svarového kovu a specifikaci.
zakládají formulaci povlaků svařovacích elektrod na zavedeném principu metalurgie, fyziky a chemie.
povlak je chráněn před poškozením, stabilizací oblouku, zlepšuje svařování následujícími způsoby.
- minimální rozstřik v blízkosti zóny svařování
- hladký povrch svarového kovu a hran i
- stabilní a hladký svařovací oblouk
- tvrdý a silný povlak
- snadné odstranění strusky
- lepší rychlost nanášení
- kontrola průniku při svařování
můžeme klasifikovat obloukovou svařovací elektrodu na tenké potažené / holé a silně potažené/stíněné obloukové elektrody. Krytá druh elektrody je druh populárního stylu výplňového materiálu v procesu obloukového svařování.
složení krytu elektrody určuje užitečnost elektrody a specifikace uloženého materiálu rozhoduje o elektrodě. Kategorie použité elektrody do značné míry závisí na speciálních vlastnostech v požadovaném svaru.
tyto vlastnosti zahrnují odolnost proti korozi, vysokou odolnost, tažnost, Typ obecného kovu, který má být svařen, polohu svaru jako horizontální, vertikální, režijní a Druh proudu a polarity.

klasifikace svařovacích elektrod
svařovací průmysl přijal řadu klasifikačních čísel svařovacích tyčí, o nichž rozhodla Americká svařovací společnost (AWS).
identifikační systém elektrody pro svařování ocelovým obloukem je přijat následovně.
- E-toto E označuje elektrodu pro obloukové svařování
- 1. Dvě nebo tři číslice-označuje pevnost v tahu v tisících liber / čtvereční palec naneseného materiálu, jakmile se pokusil odtrhnout.
- 3. nebo 4. číslice-označuje polohu svaru. Pokud 0 nevykazuje žádnou klasifikaci, 1 je pro každou pozici, 2 pro rovnou a vodorovnou, 3 je pouze pro rovnou polohu.
- 4. číslice – označuje typ povlaku a typ elektrického napájení, AC/DC, přímou nebo obrácenou polaritu.
- číslo E6010-nyní označuje obloukovou svařovací tyč s pevností v tahu 60 000 psi, lze ji použít ve všech polohách a stejnosměrný proud s přísnou polaritou.
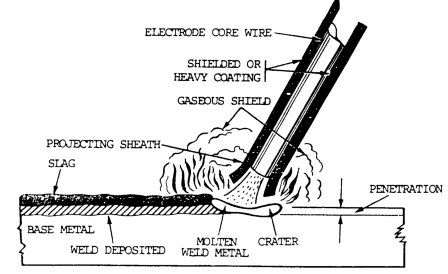
typy proudu, Polarity a povlaků označené 4. číslicí v klasifikačním čísle elektrody
| číslice | povlak | svarový proud |
| 0 | * | * |
| 1 | draslík celulózy | ac, dcrp, dcsp |
| 2 | ‚d | ac, dcsp |
| 3 | ‚d draslík | ac, dcsp, dcrp |
| 4 | Železný prášek titania | ac, dcsp, dcrp |
| 5 | nízký obsah sodíku v vodíku | dcrp |
| 6 | nízký obsah draslíku v vodíku | ac, dcrp |
| 7 | Železný prášek oxid železitý | ac, dcsp |
| 8 | Železný prášek nízký vodík | ac, dcrp, dcsp |
když najdeme čtvrtou nebo poslední číslici jako nulu, typ povlaku a proud lze posoudit pouze třetí číslicí.
nerezová ocel obloukové svařování elektroda
jeho klasifikace je následující:
- E – toto písmeno označuje elektrodu pro obloukové svařování.
- první 3 číslice označují americký typ železa a oceli z nerezové oceli.
- poslední 2 číslice označují polohu a proud použitý při svařování.
- příklad čísla E-308-16 naznačuje typ nerezové oceli 308 pro každou polohu s stejnosměrným proudem střídavého proudu nebo obrácené polarity.
systém klasifikace elektrod s ponořeným obloukem
systém pro označení pevné holé uhlíkové oceli určený pro elektrody s ponořeným obloukem je následující.
- písmeno E jako předpona použitá pro určení elektrody. Následuje písmeno, které označuje množství manganu, H pro vysoké, M pro střední a L pro nízký mangan. Následuje číslo, které udává průměrné množství uhlíku ve stotině procenta. Složení těchto drátů je totožné s drátem používaným ve specifikaci obloukového svařování plynovým kovem.
- SPECIFIKACE American Welding Society pro elektrodový drát používaný pro svařování pod ponorem jsou holé elektrody z měkké oceli & tavidla pro svařování pod ponorem. To ukazuje jak složení drátu, tak chemii nánosů svarů v závislosti na použitém toku. SPECIFIKACE udává složení elektrodového drátu. Pokud se tyto elektrody používají při správném postupu při svařování pod obloukem, nanesený svarový kov splní požadované mechanické vlastnosti podle specifikace.
- plnicí tyč pro svařování plynem oxyfuel je označena předponou R, následovanou písmenem G označujícím, že elektroda se používá pro svařování plynem. Za nimi následují 2 číslice jako 45,60 a 65, které označily přibližnou pevnost v tahu v 1000psi.
- v neželezných Kategorie výplňového materiálu předpona písmene E, R, A RB používá specificky, který následuje chemický symbol hlavního kovu drátu. Pokud je v drátu použito více než jedna ze stejných slitin kovů, můžeme přidat číslo přípony.
- SPECIFIKACE AWS jsou nejrozšířenější pro klasifikaci holé Svařovací tyče a drátu. Existují vojenské specifikace, jako jsou typy MIL-E, MIL-R.
důležitým rysem pevné svařovací elektrody jako drátu a tyčí je jejich složení podle daných specifikací. SPECIFIKACE obsahuje meze složení a mechanické vlastnosti potřebné při svařování.
měděné pevné dráty někdy odlupují měď, což může způsobit problémy s mechanismem podávání válců zapojením vložky nebo kontaktní špičky. Lehký měděný povlak je žádoucí, aby byl elektrodový drát bez nečistot a prachu. K čištění drátěné elektrody po celou dobu použijte bílou čisticí tkáň, abyste zabránili ucpání vložky nečistotami a prachem. To může snížit Odběr proudu a vytvořit nepravidelné svařovací operace.
pevnost drátu je testována strojem a po průchodu zbraněmi je vyžadována vyšší pevnost drátu. Doporučená minimální pevnost v tahu požadovaného drátu je 140,000 psi.
drátová elektroda nepřetržité povahy k dispozici v mnoha různých obalech. Extrémně malá cívka používaná v cívkových zbraních a střední cívka pro obloukové svařování jemným plynem. Jsou k dispozici jako cívky pro umístění do svařovacího zařízení. K dispozici jsou také velké cívky mnoha stovek liber. Jsou k dispozici v bubnech, kde je drát položen v kulaté nádobě a připojen k automatickému podavači drátu.
svařovací elektrody povlaky
Svařovací tyče povlaky pro měkké a nízké slitiny oceli mají šest až dvanáct složek, které zahrnují:
- celulóza-celulóza se rozpadá a vytváří plynový štít, který chrání oblouk tím, že ho obklopuje.
- kovové uhličitany-poskytuje redukční atmosféru a upravuje zásaditost strusky.
- oxid titaničitý-to je užitečné při vytváření vysoce tekuté a rychlé zmrazení strusky a poskytuje ionizaci oblouku svařování.
- feromangan a ferosilikon-tento povlak pomáhá deoxidovat roztavený kov a také doplňuje obsah manganu a křemíku v uloženém svarovém kovu.
- gumy a jíly-pomáhají zajistit pružnost plastového materiálu a poskytují pevnost povlakům.
- minerální silikát-pomáhá při tvorbě strusky a nabízí pevnost povlaku.
- fluorid vápenatý-produkuje ochranný plyn, který chrání oblouk, zajišťuje tekutost, upravuje zásaditost strusky a rozpustnost oxidů kovů.
- legování kovů jako nikl, chrom a molybden – nabízí obsah slitiny uloženého kovu.
- mangan nebo oxid železa-pomáhá stabilizovat oblouk a upravovat tekutost a vlastnosti strusky.
- Železný prášek-zvyšuje produktivitu a dodává další kov do svarové zóny.
povlaky Svařovací tyče pro měkkou ocel
jsou následující:
- sodná sůl celulózy(EXX10) – tento typ elektrody má celulózový materiál ve formě přepracované nízké slitiny s 30% papírem a dřevěnou moukou. vytváří plynový štít redukční činidlo oxid uhličitý a vodík, který vytváří kopání oblouk pro hluboké proniknutí. Rozstřik je nejvyšší ve srovnání s jinými elektrodami s hrubým nánosem svaru. Nabízí mimořádně dobré mechanické vlastnosti i po stárnutí. Je to jedna z prvních vyvinutých elektrod a široce se používá při svařování potrubí na venkově. Používá se normálně se stejnosměrným proudem s obrácenou polaritou, když je elektroda kladná.
- draslík celulózy (EXX11) – má podobné znaky jako sodná elektroda celulózy, kromě toho, že zde se používá více draslíku než sodíku. To dělá ionizaci oblouku, takže je vhodný pro svařování se střídavým proudem. Výsledek je podobný sodné soli celulózy na obloukové působení, penetraci a výsledky svaru. K E6010 a E6011 se přidá malé množství železného prášku pro stabilizaci oblouku a lepší rychlost depozice.
- rutil sodný (EXX12) – pokud je titan nebo rutiloxid vysoký vzhledem k ostatním složkám, elektroda dává uživateli přitažlivý vzhled. Tato elektroda nabízí tichý oblouk, nízké rozstřikovače a řízenou strusku. Svarový povrch dává hladký vzhled, ale s menší penetrací a mírně nižšími kovovými vlastnostmi než u celulózových elektrod. Tato elektroda poskytuje vysokou rychlost depozice a nízké obloukové napětí, aby byla vhodná pro střídavý proud nebo stejnosměrný proud s elektrodou negativní.
- rutil draselný (EXX13) – tento povlak elektrody působí velmi podobně jako rutil sodný, s výjimkou draslíku, který se používá pro obloukovou ionizaci. Tento typ povlaku vytváří velmi tichý, a hladký běh oblouk, který může být použit s vhodný pro střídavý proud. Může být použit se stejnosměrným proudem obou polarit.
- rutilový Železný prášek (EXXX4) – povlak je velmi blízko rutilovému povlaku s výjimkou železného prášku, který je v něm obsažen. S obsahem železa 25-40% je elektroda EXX14 a 50% nebo více železného prášku činí elektrodu EXX24. Nižší procento obsahu železa je vhodné pro všechny polohy. Vyšší procento železa je vhodné pro rovnou polohu s vodorovnými svary zaoblení. Rychlost depozice se v obou případech zvyšuje v závislosti na podílu obsahu železa.
- nízký vodík sodný (EXXX5) – povlak s vysokým podílem uhličitanu vápenatého nebo fluoridu vápenatého se nazývá vápenatý feritický, nízký vodík nebo elektroda základního typu. Pro zajištění co nejnižšího obsahu vodíku v obloukové atmosféře by povlak neměl mít celulózu, jíly, azbest a další minerály. Povlaky se pečou při vyšší teplotě a mají vynikající vlastnosti svarového kovu. Nabízejí nejvyšší tažnost, střední až střední penetraci se střední rychlostí depozice. Ty musí být skladovány v kontrolovaném stavu a mohou být použity se stejnosměrným proudem s kladnou elektrodou.
- nízký draslík vodíku (EXXX6) – vlastnosti těchto povlečených svařovacích elektrod jsou podobné nízkému sodíku vodíku s výjimkou substituce draslíku ze sodíku pro ionizaci oblouku. Elektroda se používá s AC a může být použita s kladnou stejnosměrnou elektrodou. Zde je oblouk hladší, ale průnik obou elektrod zůstává stejný.
- nízký draslík vodíku (EXXX6) – povlak elektrody zde zůstává podobný předchozímu, ale Železný prášek se přidává k elektrodě v poměru 35-40%, aby se elektroda označila jako EXX18.
- nízký vodíkový Železný prášek (EXX28) – tato Svařovací elektroda má podobné vlastnosti jako EXX18, ale má 50% nebo více železného prášku v povlaku. To je užitečné v ploché poloze a dělá horizontální zaoblení svařování. Zde je rychlost depozice lepší než EXX18. Elektrody s vyšší slitinou používají povlaky s nízkým obsahem vodíku. Můžeme přidat konkrétní kov v povlacích, aby se typ elektrody slitiny, kde přípona písmena slouží k zobrazení svaru kovových kompozic. Elektrody s nízkým vodíkem se používají pro svařování nerezové oceli.
- oxid železitý sodný (EXX20) – vysoký obsah železa v povlacích vytváří svarový nános, který vytváří větší strusku a je dokonce obtížně kontrolovatelný. Tento povlak vytváří rychlejší nanášení se střední penetrací a nízkou hladinou rozstřiku a velmi hladkou povrchovou úpravou při svařování. Tyto elektrody jsou vhodné pro rovnou polohu a vytvářejí vodorovné svary zaoblení. Tyto elektrody mohou být použity s AC nebo DC s polaritou.
- síla oxidu železa (EXX27) – vlastnosti těchto elektrod se shodují s elektrodami typu oxidu železa sodného, ale nesou 50% nebo více energie železa. Tento znak zlepší rychlost depozice a může být použit se střídavým stejnosměrným proudem buď polarity.
skladování
je povinné udržovat elektrody suché, protože vlhkost může zničit vlastnosti jejich povlaků a může vést k nadměrnému rozstřikování. To může způsobit pórovitost a trhliny vývoj ve svařované zóně. Jakmile jsou elektrody vystaveny vlhkému prostředí po dobu delší než 2-3 hodiny, mělo by být doporučeno zahřívat suché ve vhodné peci po dobu minimálně 2 hodin při 500 stupních F.

jakmile jsou z trouby, měly by být skladovány ve vlhkém obalu. Nikdy neohýbejte elektrodu, protože by to mohlo poškodit povlaky a odhalit jádro drátu. Pro svařování bychom neměli používat elektrodu s odkrytým drátem. Elektrody dodávané s příponou R mají vyšší odolnost proti vlhkosti.
typy elektrod
holé elektrody
tyto holé elektrody jsou složeny z drátěných kompozic pro tyto specifické aplikace. Neexistují žádné povlaky navíc kromě těch, které jsou vyžadovány při tažení drátu. Nátěry tažení drátu mají malý stabilizační účinek na oblouk, ale žádné konkrétní důsledky. Tyto holé elektrody se používají pro svařování Manganové oceli a dalších indikací, kde potažená elektroda není žádoucí.
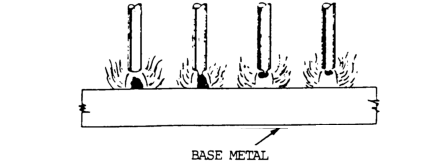
elektrody potažené světlem
vždy existuje určité složení svařovacích elektrod potažených světlem.
na povrch nanesli lehký povlak ponořením, praním, kartáčováním, postřikem, otíráním a omílání. Tyto povlaky znamenaly: zlepšit proud oblouku. E45 je identifikační systém elektrod uvedený v řadě.
tyto povlaky mají následující funkce:
- redukuje / rozpouští oxid, fosfor a oxid jako nečistoty.
- mění povrchové napětí roztaveného kovu. To dělá kuličky elektrody do menších velikostí a častější. Díky tomu je pohyb roztaveného kovu hladký a rovnoměrný.
- zlepšuje stabilitu oblouku snadno ionizovanými materiály zavedenými do obloukové kaskády.
- lehké povlaky vytvářejí strusku, která je tenká na rozdíl od strusky typu stíněné obloukové elektrody.
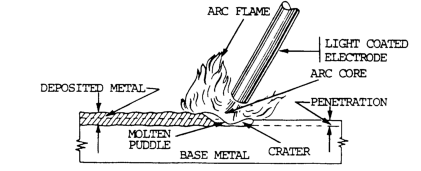
stíněné obloukové / těžké potažené elektrody
tyto elektrody mají definitivní složení a mají povlak, aplikovaný vytlačováním a ponořením a jsou vyráběny ve 3 obecných typech.
- s celulózovými povlaky
- s minerálními povlaky
- s kombinací minerálů a celulózy
celulózové povlaky sestávaly z rozpustné bavlny / jakékoli jiné formy celulózy s malým množstvím sodíku, draslíku, titanu a některých dalších přidaných minerálů. Celulózové povlaky chrání roztavený kov plynným úsekem kolem oblouku a svařovací zóny.
minerální povlaky zahrnují křemičitan sodný, jíl oxidu kovu a další anorganické látky a kombinace. Tyto elektrody vytvářejí usazeniny strusky.
silně potažené nebo stíněné obloukové elektrody se používají ke svařování litiny, oceli a tvrdých povrchů.
účely stíněných obloukových elektrod s těžkým povlakem
účelem elektrodových povlaků je vytvoření plynového štítu kolem oblouku, který zase zabraňuje kontaminaci kyslíkem a dusíkem v zóně svarového kovu.
kyslík má schopnost kombinovat se s roztaveným kovem, odstraňovat slitiny a naopak způsobovat pórovitost.
dusík má špatné účinky, jako je křehkost, nízká pevnost, nízká tažnost a dokonce i špatná odolnost proti korozi.
snižují nečistoty, jako je síra, oxidy a fosfor, protože narušují usazování svaru.
stabilizují oblouk, eliminují velké kolísání napětí a tím do značné míry snižují rozstřik.
roztavený kov na konci elektrod se rozpadá na malé jemné částice snížením povrchového napětí na roztaveném kovu. Snižují atraktivní tlak mezi roztaveným kovem a elektrodou pro lepší výsledky.
silikáty v povlaku pomáhají vytvářet strusku nad roztaveným kovem. Struska tuhne pomalým tempem, takže podkladový kov má dostatek času na ochlazení a ztuhnutí. Pomalé tuhnutí odstraňuje riziko zachycení plynu a plovákových nečistot na povrchu. Pomalé chlazení má žíhací účinek na svařovací nános.
fyzikální vzhled a vlastnosti mohou být modifikovány začleněním legujících materiálů do povlaků. Struska bude produkovat kvalitnější svarové kovy při vyšší rychlosti.
wolframové elektrody
jedná se o spotřební elektrody pro wolframový inertní plyn (TIG) nebo GTAW.
tyto elektrody lze identifikovat pomocí lakovaných koncových značek, jak je uvedeno níže:
- Zelená – čistý Wolfram
- žlutá-1% thoria
- červená-2% thoria
- Hnědá-0,3-0,5% zirkonia
1. Čistý Wolfram-je zelený hrotem s čistotou 99,5% a používá se pro méně kritické operace svařování. Mají nízkou proudovou nosnost a nízkou odolnost proti nečistotám a kontaminaci.
2. Thoriated wolframové elektrody-jsou k dispozici s 1% a 2% thoria a označeny jako lepší než čisté wolframové elektrody, protože lepší oblouk zíral, lepší elektronový výstup, lepší stabilitu oblouku, vysoký proud nosnost, lepší odolnost proti kontaminaci, a lepší delší životnost.
3. Zirkoniové elektrody-wolframová elektroda s 0,3-0,5% zirkonia kategorizovaná mezi čistým wolframem a thoriovanými wolframovými elektrodami jako výkon fas. Několik indikací v napájení střídavým proudem pracují lépe než ostatní.
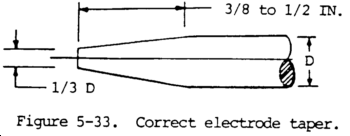
jakmile je legovaný Wolfram uzemněn do bodu, vytváří jemnější oblouk. Pokud elektrody nejsou správně uzemněny, musí být provozovány s maximálním proudem a pouze s přiměřenou stabilitou oblouku. Špičatá wolframová elektroda se obtížně udržuje, pokud se používá stejnosměrné proudové zařízení a dotykový start oblouku je praxí. Měli bychom překrýt vysokofrekvenční proud na pravidelný svařovací proud, abychom udrželi tvar elektrody a snížili začlenění elektrod do svaru. Slitiny thoria a zirkonia nabízejí lepší udržení tvaru, i když se používá dotyková startovací praxe.
prodloužení svařovací elektrody za plynovou misku závisí na typu svařovaného spoje. Prodloužení 3,2 mm používané pro tupé spoje v malém měřicím kovu, zatímco prodloužení 6,4-12,7 může být nezbytné pro svary filé. Wolframová elektroda musí být mírně nakloněna a opatrně přidávat plnící kov, aby nedošlo ke kontaktu s elektrodou. Pokud došlo ke kontaminaci, musí být elektroda odstraněna, znovu zaoblena a znovu umístěna.
stejnosměrné obloukové svařovací elektrody
při použití konkrétního typu svařovací elektrody je vždy vhodné dodržovat pokyny výrobce. Elektrody pro stejnosměrné obloukové svařování jsou určeny pro obrácenou polaritu, tj. elektroda pozitivní nebo pro přímou polaritu znamená elektroda negativní nebo obojí. Uvědomte si však, že mnoho, ale ne všechny elektrody stejnosměrného proudu lze použít se střídavým proudem. Stejnosměrný proud je preferovanou volbou pro zakryté, neželezné, holé a legované ocelové elektrody. Doporučení výrobce může zahrnovat podle typu obecného kovu, korekci pro špatné přizpůsobení atd.
přímá polarita obecně poskytuje menší průnik ve srovnání s elektrodami s obrácenou polaritou, ale nabízí velkou rychlost svařování. Lepšího průniku lze dosáhnout u obou typů správnou svařovací atmosférou a manipulací s obloukem.
střídavé obloukové svařovací elektrody
střídavý proud je více žádoucí při svařování v těsné zóně a svařování tlustých úseků, protože snižuje oblouk. Obloukový úder má tendenci způsobovat inkluze strusky, foukací otvory a nedostatek fúze při svařování. Mají potažené elektrody buď DC nebo AC k dispozici.
AC se používá při svařování atomovým vodíkem a procesech s uhlíkovým obloukem, kde se používají 2 uhlíkové elektrody. Umožňuje jednotnou rychlost svařování a spotřebu elektrod. V uhlíkovém oblouku, kdy je doporučena jedna elektroda, je volbou přímá polarita stejnosměrného proudu a zde spotřeba elektrod pomalejším tempem.
vadné povlaky elektrody a jejich účinky
stabilita oblouku je ovlivněna, pokud v povlacích bude oxid nebo jiné prvky. Složení a rovnoměrnost holých elektrod hrají důležitou roli při řízení stability oblouku. Těžké nebo tenké povlaky na elektrodách nebudou omlouvat účinky vadného drátu.
oxid hlinitý, křemík, oxid křemičitý, síran železitý nestabilizují, zatímco oxid železitý, oxid vápenatý, oxid manganatý pomáhají stabilizovat oblouk.
přebytek síry a fosforu 0,04% poškodí svarový základní kov, protože se přenáší z elektrody na roztavený kov s minimální ztrátou. Fosfor způsobuje křehkost, růst zrna a chladnou krátkost ve svaru. Tyto vady se zvyšují v poměru k obsahu uhlíku v oceli. Síra zase působí jako struska, porušuje spolehlivost svarového kovu a vede k horké krátkosti. Síra je škodlivá zejména pro holé a nízkouhlíkové ocelové elektrody s nízkým obsahem manganu, které podporují tvorbu zvuku a silného svaru.
pokud není tepelné zpracování dáno jádru drátu rovnoměrné, elektroda nám nabídne nižší svar ve srovnání s elektrodou stejného složení, ale správně tepelně zpracovaná.
rychlosti depozice svařovacích elektrod
svařovací elektrody mají různé rychlosti depozice podle složení povlaku. Elektroda s vyšším obsahem železa má lepší rychlost ukládání. Ve Spojených státech je procento síly železa v povlaku v rozmezí 10-50%. To je založeno na vzorci, kde množství železného prášku v povlaku versus hmotnost povlaku.

procenta jsou definována specifikacemi American welding society. Evropská metoda výpočtu výkonu železa je založena na hmotnosti naneseného svarového kovu versus hmotnosti holého jádra drátu spotřebovaného v procesu.

typy Nespotřebitelných elektrod
jsou to 2 typy nespotřebitelných elektrod.
- uhlíková elektroda dostupná jako neplnící elektroda z kovu pro obloukové řezání a svařování. Skládá se z uhlíkové grafitové tyče, která může mít / nemusí mít povlaky z mědi nebo jiného materiálu.
- wolframová elektroda je kovová elektroda bez výplně vyrobená z wolframu a používaná při obloukovém svařování nebo řezání.
uhlíkové elektrody
AWS není kategorizován pro uhlíkové svařovací elektrody, ale pro vojenskou specifikaci jako MIL-E-17777C je zde, aby elektrody řezaly a svařovaly uhlíkový grafit bez povlaku a mědi
existuje klasifikační systém založený na třech stupních jako prostý,nepotažený a měděný. Ukazuje informace o průměru, informace o délce, požadavek tolerance velikosti, vzorkování, testování a zajištění kvality. Zde aplikace zahrnují svařování uhlíkovým obloukem, dvojitý uhlíkový oblouk, řezání uhlíkem, drážkování, řezání vzduchem uhlíkovým obloukem.
tyčinkové elektrody
proměnné při svařování tyčinkami jsou následující:
1. Velikost-běžně dostupné velikosti jsou 1/16, 5/64, 3/32 (nejběžnější), 1/8, 3/18, 7/32 a 5/16 palců. Jádro drátu použité elektrody je užší než svařovaný materiál.
2. Materiál-svařovací elektrody jsou vyrobeny z měkké oceli, bez železa, vysoce uhlíkové oceli, litiny a speciální slitiny.
3. Pevnost-pevnost v tahu svaru musí být silnější než svařovaný kov. Materiál v elektrodě musí být také silnější.
4. Svařovací pozice-různé elektrody používané pro každou svařovací polohu jako horizontální, ploché atd.
5. Iron power mix-Železný prášek dostupný v tavidle zvyšuje dostupnost roztaveného kovu pro svar, protože teplo mění prášek na ocel.
6. Označení měkkého oblouku-to je pro tenčí kov a nemá dokonalý stav při svařování.
nejoblíbenější obloukové svařovací elektrody
jsou následující:
E6013 a E6012 – SPECIFIKACE Svařovací tyče jsou určeny pro tenké kovy a spoje, které není snadné spojit.
E6011-mastné, špinavé, prašné a rezavé povrchy potřebují tento typ elektrody. Je univerzální, protože pracuje pro polaritu střídavého a stejnosměrného proudu. Může vytvořit malou strusku a nemusí být umístěna v elektrodové peci.
E6010-má podobné vlastnosti, kromě toho, že pracuje pouze se stejnosměrným proudem.
E76018 a E7016-Železný prášek se přidává do tavidla, aby se vytvořil silný svar. Vytváří louže, která může mít potíže pro začátečníky.
také si přečtěte:
svařovací tyč
AWS klasifikace vysvětlena
závěrečná slova
svařovací elektrody nebo svařovací tyče jsou vyrobeny z materiálů a složení podobných svařovanému kovu. Volba Svařovací tyče závisí na různých faktorech pro každý projekt.
výběr elektrod závisí na snadnosti čištění, kvalitě korálků, pevnosti svaru a minimálním rozstřiku. Elektroda pro obloukové svařování a svařovací drát MIG jsou spotřební, protože se stávají součástí svařovacího procesu.
svařovací elektrody TIG jsou nespotřebitelné, protože se netaví a nestávají se součástí svaru.