en metaltråd belagt med en lignende sammensætning som det metal, der sammenføjes, defineres som en svejseelektrode. Flere faktorer at overveje, før du vælger den rigtige elektrode til ethvert projekt.
lysbuesvejselektroden/ SMA ‘ en er forbrugsstoffer, da de bliver en del af svejsefusion. Det henviser til TIG-elektroderne som ikke-forbrugsstoffer, da de ikke bliver en del af svejsningen ved smeltning. MIG-svejseelektroden er en regelmæssigt fodret ledning navngivet som mig-ledning.
valget af svejseelektrode afhænger stort set af svejsestyrke, let at rydde op. bedre perlekvalitet og minimal sprøjt.
svejseelektroder skal opbevares i en fugtfri omgivelse og fjernes forsigtigt fra pakken for at undgå skader efter anvisningerne omhyggeligt.
sidens indhold
Hvorfor er svejseelektroder dækket?
når det smeltede metal er udsat for miljøet, absorberer det ilt og nitrogen, der påvirker negativt og bliver sprødt. Et slaggetæppe skulle dække smeltet / størknet svejsemetal for at beskytte mod atmosfæren, og elektrodebelægningen giver os dette skjold.
svejseelektroderne coating sammensætning bestemmer deres anvendelighed og derfor sammensætningen af det deponerede svejsemetal og specifikation.
de baserer formuleringen af svejseelektrodebelægninger på det etablerede princip om metallurgi, fysik og kemi.
belægningen er der for at beskytte mod skader, buestabilisering, forbedrer svejsningen på følgende måder.
- minimum sprøjt i svejsens nærområde
- en glat overflade af svejsemetal og kanter selv
- en stabil og glat svejsebue
- en hård og stærk belægning
- nem slaggefjernelse
- bedre afsætningshastighed
- Penetrationskontrol ved svejsning
vi kan klassificere lysbuesvejselektroden i tynde belagte/nøgne og stærkt belagte/afskærmede lysbueelektroder. Den overdækkede slags elektrode er en slags populær stil af fyldmateriale i buesvejsningsprocessen.
elektrodebelægningens sammensætning bestemmer elektrodens anvendelighed, og specifikationsaflejret materiale bestemmer elektroden. Den anvendte elektrodekategori afhænger i vid udstrækning af de specielle egenskaber inden for det krævede svejsepåfyldning.
disse egenskaber omfatter korrosionsbestandighed, høj udholdenhed, duktilitet, uædle metaller type, der skal svejses, placeringen af svejsningen som vandret, lodret, overhead, og slags strøm og polaritet.

klassificering af svejseelektroder
svejseindustrien har vedtaget svejsestangklassificeringsnummerserien, der er besluttet af det amerikanske svejseselskab.
identifikationssystemet for elektroden til stålbuesvejsning vedtages som følger.
- E – Denne e angiver elektrode til buesvejsning
- de 1.to eller tre cifre – det angiver trækstyrken i tusinder af pund /kvadrat tomme deponeret materiale, når de først har forsøgt at trække fra hinanden.
- 3.eller 4. ciffer – det angiver svejsens position. Hvis 0 Det viser ingen klassificering brugt, 1 er for hver position, 2 for flad og vandret, 3 er kun for flad position.
- det 4.ciffer – det angiver typen af belægning og typen af elektrisk strømforsyning, AC/DC, lige eller omvendt polaritet.
- tallet E6010 – nu angiver det en lysbuesvejsestang med en spændingstrækstyrke på 60.000 psi, kan bruges i alle positioner og jævnstrøm med kort polaritet.
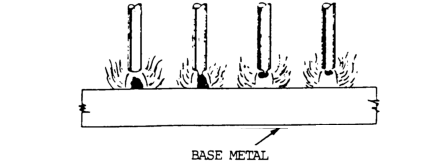
strøm -, polaritet – og belægningstyper, der er angivet med det 4. ciffer i elektrodeklassifikationsnummeret
| ciffer | belægning | svejsestrøm |
| 0 | * | * |
| 1 | Cellulose kalium | ac, dcrp, dcsp |
| 2 | ‘d natrium | ac, dcsp |
| 3 | ‘D kalium | ac, dcsp, dcrp |
| 4 | jernpulver titania | ac, dcsp, dcrp |
| 5 | natrium med lavt brint | dcrp |
| 6 | lavt hydrogenkalium | ac, dcrp |
| 7 | jernpulver jernfilter | ac, dcsp |
| 8 | jernpulver lavt brint | ac, dcrp, dcsp |
når vi finder det fjerde eller sidste ciffer som nul, kan typen af belægning og strøm kun bedømmes med det tredje ciffer.
rustfrit stål Lysbuesvejselektrode
dens klassificering går som følger:
- E – dette brev angiver elektroden til buesvejsning.
- de første 3 cifre angiver den amerikanske jern-og ståltype af rustfrit stål.
- de sidste 2 cifre angiver den position og strøm, der anvendes ved svejsning.
- eksemplet på nummer E-308-16 antyder rustfrit stål type 308, for hver position, med vekselstrøm eller omvendt polaritet jævnstrøm.
klassificeringssystem for neddykkede Lysbueelektroder
systemet til at betegne massivt, Bart kulstofstål beregnet til nedsænkede lysbueelektroder er som følger.
- bogstavet E som et præfiks, der bruges til at specificere en elektrode. Det efterfølges af brevet, der angiver mængden af mangan, H for høj, M for medium og L for lav mangan. Det efterfølges af et tal, der angiver den gennemsnitlige mængde kulstof i en hundrededel af en procent. Sammensætningen af disse ledninger er identisk med den tråd, der anvendes i gasmetalbuesvejsnings specifikation.
- Det Amerikanske Svejseselskabs specifikationer for elektrodetråd, der bruges til nedsænket lysbuesvejsning, er Bare bløde stålelektroder & strømninger til nedsænket lysbuesvejsning. Dette viser både trådsammensætning og svejseaflejringskemi afhængigt af den anvendte strømning. Specifikationen giver sammensætningen af elektrodetråden. Når disse elektroder anvendes med korrekt procedure i nedsænket lysbuesvejsning, vil det deponerede svejsemetal opfylde de mekaniske egenskaber, der er nødvendige i henhold til specifikationen.
- svejsestangen er betegnet med præfiksbogstavet R, efterfulgt af et G-bogstav, der angiver, at elektroden bruges til gassvejsning. Disse efterfølges af 2 cifre som 45,60 og 65, hvilket markerede den omtrentlige trækstyrke i 1000psi.
- I ikke-jernholdigt kategori fyldmateriale præfikset for bogstavet E, R, og RB anvendt specifikt, som følger det kemiske symbol på trådens hovedmetal. Hvis der er brug af mere end en af de samme metallegeringer i ledningen, kan vi tilføje et suffiksnummer.
- specifikationer er mest almindeligt anvendt til klassificering af bare svejsestang og tråd. Der er militære specifikationer såsom mil-E, Mil-R typer.
det vigtige træk ved en solid svejseelektrode som tråd og stænger er deres sammensætning som givne specifikationer. Specifikationen inkluderer sammensætningsgrænser og mekaniske egenskaber, der er nødvendige i svejseprocessen.
de kobberbelagte faste ledninger flager undertiden af kobber, der kan skabe problemer med tilførselsrullemekanismen ved at tilslutte foringen eller kontaktspidsen. En let kobberbelægning er ønskelig for at gøre elektrodetråden fri for snavs og støv. Brug et hvidt rengøringsvæv til at rengøre trådelektroden hele tiden for at forhindre snavs og støv i at tilstoppe foringen. Dette kan reducere nuværende pickup og skabe uberegnelige svejseoperationer.
trådens styrke testes af maskinen, og der kræves højere styrke af ledningen, når den passerer gennem kanonerne. Den anbefalede mindste trækstyrke af den krævede ledning er 140.000 psi.
trådelektroden af kontinuerlig natur Fås i mange forskellige pakker. En ekstremt lille spole, der bruges i spolepistoler, og mellemstor spole til fin gasmetalbuesvejsning. De fås som spoler til placering i svejseudstyr. Store hjul på mange hundrede pund er også tilgængelige. De Fås i tromler, hvor ledningen lægges i en rund beholder og tilsluttes en automatisk trådføder.
svejseelektroder belægninger
svejsestænger belægninger til mild og lav stållegering har seks til tolv ingredienser, der omfatter:
- Cellulose-cellulosen opløses for at producere et gasskærm, der beskytter buen ved at omslutte den.
- Metalcarbonater-det giver en reducerende atmosfære og justerer slaggens basicitet.
- Det er nyttigt at danne en meget flydende og hurtig frysning slagge og giver ionisering af lysbuen af svejsningen.
- Ferromanganese og ferrosilicium-denne belægning hjælper med at afgifte det smeltede metal og supplerer også mangan-og siliciumindholdet i det afsatte svejsemetal.
- tandkød og ler-det hjælper med at give elasticitet til plastmaterialet og give styrke til belægningerne.
- Mineral silikat-det hjælper med slaggdannelse og giver styrke til belægningen.
- calciumfluorid-det producerer beskyttelsesgas for at beskytte lysbuen, give fluiditet, justere slaggens basicitet og opløselighed af metalilte.
- legeringsmetaller som nikkel, krom og molybdæn – det giver legeringsindhold til det deponerede metal.
- mangan eller jern oksid – det hjælper med at stabilisere buen og justere slaggens fluiditet og egenskaber.
- jernpulver-det øger produktiviteten og giver ekstra metal til svejsesonen.
Svejsestangbelægningerne til blødt stål
de er som følger:
- 10) – denne type elektrode har cellulosemateriale i form af oparbejdet lavlegering med 30% papir og træmel. danner et gasskjold reduktionsmidlet kulsyre og brint, der producerer en gravebue til dyb penetration. Spatteren er højest i sammenligning med andre elektroder med en grov svejseaflejring. Det giver ekstremt gode mekaniske egenskaber, selv efter aldring. Det er en af de tidligste udviklede elektroder og anvendes bredt i landskabet rørledning svejsning. Det bruges normalt med jævnstrøm med omvendt polaritet, når elektroden er positiv.
- Cellulosekalium (eks. 11) – Det har lignende tegn som cellulosenatriumelektroden bortset fra at her bruges mere kalium end natrium. Det gør ionisering af buen gør det egnet til svejsning med vekselstrøm. Resultatet svarer til cellulose natrium pr bue handling, penetration og svejse resultater. En lille mængde jernpulver tilsættes til E6010 og E6011 for lysbuestabilisering og bedre aflejringshastighed.
- 12) – hvis titan eller rutil er høj i forhold til andre komponenter, giver elektroden et tiltalende udseende til brugeren. Denne elektrode tilbyder en stille bue, lave spatters og en kontrolleret slagge. Svejseoverfladen giver et glat udseende, men med mindre penetration og lidt lavere metalegenskaber end med celluloseelektroder. Denne elektrode giver en høj aflejringshastighed og en lav lysbuespænding for at gøre den egnet til vekselstrøm eller jævnstrøm med elektrode negativ.
- Rutil kalium (eks. 13) – denne belægning af elektrode virker meget lig rutilnatrium undtagen her anvendes kalium til bueionisering. Denne type belægning producerer en meget stille og glat løbebue, der kan bruges med egnet til vekselstrøm. Den kan bruges med en jævnstrøm af begge polaritet.
- 4) – belægningen er meget tæt på en rutilbelægning med undtagelse af det jernpulver, der er inkluderet i det. Med jernindholdet på 25-40% er elektroden EKS14, og 50% eller mere jernpulver gør elektroden EKS24. En lavere procentdel af jernindhold gør det velegnet til alle positioner. Den højere procentdel af jern gør den velegnet til en flad position med vandrette filetsvejsninger. Aflejringshastigheden øges i begge tilfælde afhængigt af jernindholdet.
- 5) – en belægning med en høj andel calciumcarbonat eller calciumfluorid kaldes kalkferritisk, lav hydrogen eller basisk type elektrode. For at sikre det lavest mulige hydrogenindhold i bueatmosfæren bør belægningen ikke have cellulose, ler, asbest og andre mineraler. Belægningerne bages ved en højere temperatur og har overlegne svejsemetalegenskaber. De tilbyder den højeste duktilitet, medium til moderat penetration med en medium aflejringshastighed. Disse skal opbevares i kontrolleret tilstand og kan bruges med jævnstrøm med elektrodepositiv.
- 6) – egenskaberne ved disse overtrukne svejseelektroder ligner natrium med lavt brint med undtagelse af substitution af kalium fra natrium til bueionisering. Elektroden bruges med AC og kan bruges med en DC-elektrode positiv. Her er buen glattere, men penetrationen af de to elektroder forbliver den samme.
- 6) – belægningen af elektroden her forbliver den samme som den foregående, men jernpulveret tilsættes til elektroden i forholdet 35-40% for at navngive elektroden som EKS18.
- 28) – denne svejseelektrode har lignende egenskaber som 18, men har 50% eller mere jernpulver i belægningen. Det er nyttigt i en flad position og gør en vandret filet svejsning. Her er aflejringshastigheden bedre end eks. 18. De højere legeringselektroder bruger belægninger med lavt brint. Vi kan tilføje specifikt metal i belægningerne for at gøre elektroderne legeret type, hvor suffiksbogstaver bruges til at vise svejsemetalsammensætninger. Elektroder med lavt brint anvendes til svejsning af rustfrit stål.
- 20) – det høje indhold af jern i belægningerne producerer en svejseaflejring, der genererer en større slagge og endda er vanskelig at kontrollere. Denne belægning giver hurtigere aflejring med medium penetration og lavt sprøjtniveau og en meget glat finish ved svejsning. Disse elektroder er egnet til en flad position og gøre vandrette filet svejsninger. Disse elektroder kan bruges med AC eller DC med enten polaritet.
- 27 – funktionerne i disse elektroder matcher med elektroder af natrium-typen, men den bærer 50% eller mere jernkraft. Denne karakter vil forbedre aflejringshastigheden og kan bruges med en vekselstrøm med begge polaritet.
opbevaring
det er obligatorisk at holde elektroder tørre, da fugt kan ødelægge egenskaberne ved dets belægninger og kan føre til overdreven spatters. Det kan forårsage porøsitet og revner i det svejsede område. Når elektroder er udsat for det fugtige miljø i mere end 2-3 timer, bør det tilrådes at opvarme tørt i en passende ovn i mindst 2 timer ved 500 grader F.

når de er ude af ovnen, skal de opbevares i en fugtig beholder. Bøj aldrig elektroden, da det kan beskadige belægningerne og udsætte kernetråden. Vi bør ikke bruge elektroden med eksponeret ledning til svejsning. Elektroderne forsynet med suffiks R har en højere modstand mod fugt.
typer af elektroder
Bare elektroder
disse bare elektroder er sammensat af trådkompositioner til de specifikke anvendelser. Der er ingen belægninger ekstra undtagen dem, der kræves i trådtrækning. Trådtrækningsbelægningerne har en lille stabiliserende virkning på buen, men ingen specifikke konsekvenser. Disse bare elektroder bruges til at svejse manganstål og andre indikationer, hvor overtrukket elektrode ikke ønskes.
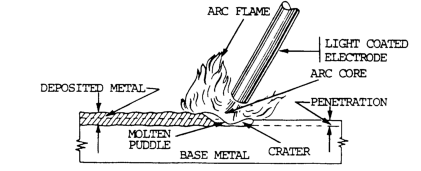
Lysbelagte elektroder
der er altid en bestemt sammensætning af de lysbelagte svejseelektroder.
de påførte en let belægning på overfladen ved at dyppe, vaske, børste, sprøjte, tørre og tumle. Disse belægninger betød: at forbedre buestrømmen. E45 er elektrodeidentifikationssystemet, der er anført i serien.
disse belægninger har følgende funktioner:
- Det reducerer / opløser ilt, fosfor og ilt som urenheder.
- Det ændrer overfladespændingen af det smeltede metal. Det gør elektrodens kugler i mindre størrelser og hyppigere. Det gør bevægelsen af det smeltede metal glat og ensartet.
- Det forbedrer lysbuestabiliteten ved let ioniserede materialer, der indføres i buekaskaden.
- de lette belægninger genererer en slagge, der er tynd i modsætning til afskærmet bueelektrode type slagge.
afskærmede bue / tunge belagte elektroder
disse elektroder har en endelig sammensætning og har en belægning, der påføres ved ekstrudering og dypning og er fremstillet i 3 generelle typer.
- med cellulosebelægninger
- med mineralovertræk
- med en kombination af mineraler og cellulose
cellulosebelægningerne bestod af opløselig bomuld/ enhver anden form for cellulose med en lille mængde natrium, kalium, titan og nogle andre tilsatte mineraler. Cellulosebelægningerne beskytter det smeltede metal med en gasformig sektion omkring buen og svejsesonen.
mineralovertræk omfatter natriumsilicat, ler og andre uorganiske stoffer og kombinationer. Disse elektroder genererer en slaggaflejring.
de tungbelagte eller afskærmede lysbueelektroder anvendes til svejsning af støbejern, stål og hårde overflader.
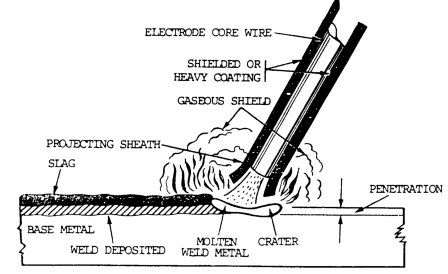
formål med afskærmede lysbue Tungbelagte elektroder
formålet med elektrodebelægningerne er at fremstille et gasafskærmning omkring lysbuen, som igen forhindrer kontaminering fra ilt og nitrogen ved svejsemetalområdet.
iltet har en evne til at kombinere med smeltet metal, fjerne legeringer og igen forårsage porøsitet.
nitrogenet har dårlige virkninger som skørhed, lav styrke, lav duktilitet og endda dårlig korrosionsbestandighed.
de reducerer urenheder som svovl, ilt og fosfor, da de forringer svejsemængden.
de stabiliserer buen, eliminerer store udsving i spænding og reducerer således sprøjtningen i høj grad.
det smeltede metal i enden af elektroderne opløses i små fine partikler ved at reducere overfladespændingen ved det smeltede metal. De reducerer det attraktive tryk mellem smeltet metal og elektrode for bedre resultater.
silikaterne i belægningen hjælper med at danne en slagge over det smeltede metal. Slaggen størkner i et langsomt tempo, således at det underliggende metal har tid nok til at afkøle og størkne. Den langsomme størkning fjerner risikoen for indfangning af gas og flydende urenheder på overfladen. Den langsomme afkøling har en udglødningseffekt på svejseaflejringen.
det fysiske udseende og egenskaber kan ændres ved at inkorporere legeringsmaterialer i belægningerne. Slaggen vil producere svejsemetaller af bedre kvalitet med en højere hastighed.
Tungstenelektroder
disse er ikke-forbrugsstoffer forkerte elektroder til Tungsten Inert Gas (TIG) eller GTAV.
disse elektroder kan identificeres ved malede endemærker som nedenfor:
- grøn-ren tungsten
- gul-1% Thorium
- rød – 2% Thorium
- brun-0,3-0,5%
1. Ren Tungsten-den er grøn tippet med 99,5% renhed og bruges til mindre kritiske svejseoperationer. De har lav nuværende bæreevne og lav modstandsdygtighed over for urenheder og forurening.
2. Thorierede Tungstenelektroder-de fås med 1% og 2% thorium og mærket som overlegen i forhold til rene tungstenelektroder på grund af bedre lysbue, bedre elektronudgang, bedre lysbuestabilitet, høj strømbærende kapacitet, bedre modstandsdygtighed over for forurening og bedre længere levetid.
3. Tungstenelektroder-tungstenelektroden med 0,3-0,5% er kategoriseret mellem ren tungsten og thorierede tungstenelektroder som fas-ydeevne. De få indikationer i vekselstrøm de fungerer bedre end andre.
når legeret tungsten jorden til et punkt, det producerer en finere bue. Hvis elektroderne ikke er jordet korrekt, skal de betjenes med maksimal strøm og med kun rimelig lysbuestabilitet. Den spidse tungstenelektrode er vanskelig at vedligeholde, hvis jævnstrømsudstyret bruges, og lysbuens berøringsstart er en praksis. Vi bør overlejre en højfrekvent strøm på regelmæssig svejsestrøm for at opretholde elektrodeformen og reducere inddragelsen af elektroder i svejsningen. Thorium-legeringerne giver en bedre formfastholdelse, selv når der anvendes berøringsstartpraksis.
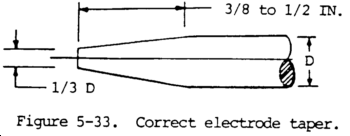
svejseelektrodeforlængelsen ud over en gaskop afhænger af den type led, der skal svejses. En forlængelse på 3,2 mm, der anvendes til stødsamlinger i lille gage metal, mens en forlængelse på 6,4-12,7 kan være nødvendig for filetsvejsninger. Tungstenelektroden skal skrånes let og tilsættes fyldstofmetal forsigtigt for at undgå kontakt med elektroden. Hvis forureningen skete elektroden skal fjernes, omrunde, og placere den igen.
jævnstrøm Lysbuesvejselektroder
det anbefales altid at følge producentens anvisninger, når der anvendes en bestemt type svejseelektrode. Lysbuesvejselektroderne er øremærket til omvendt polaritet, dvs.elektrode positiv eller for lige polaritet betyder elektrode negativ eller begge dele. Men gør det klart, at mange, men ikke alle jævnstrømselektroder kan bruges med vekselstrøm. Jævnstrøm er det foretrukne valg for overdækkede, ikke-jernholdige, nøgne og legerede stålelektroder. Producentrådgivning kan omfatte alt efter typen af uædle metaller, korrektion for dårlig pasform osv.
den lige polaritet giver generelt mindre penetration sammenlignet med omvendt polaritetselektroder, men tilbyder stor svejsehastighed. Den bedre penetration kan opnås med begge typer ved en ordentlig svejseatmosfære og buemanipulation.
vekselstrøm Lysbuesvejselektroder
vekselstrøm er mere ønskelig ved svejsning i det stramme område og svejsning af tykke sektioner, da det reducerer lysbueblæsningen. Bueblæsningen har tendens til at forårsage slaggeindeslutninger, blæsehuller og manglende fusion i svejsningen. De har overtrukne elektroder med enten DC eller AC til rådighed.
AC anvendes i atombrintsvejsning og carbonbueprocesser, hvor der anvendes 2 carbonelektroder. Det giver en ensartet hastighed på svejsning og elektrodeforbrug. I en kulstofbue, når en elektrode anbefales, er jævnstrøm lige polaritet valget og her elektrodeforbrug i et langsommere tempo.
defekte Belægningselektroder og deres virkninger
buestabiliteten påvirkes, hvis der vil være et ilt eller andre elementer i belægningerne. Sammensætningen og ensartetheden af de blotte elektroder spiller en vigtig rolle i styringen af buestabiliteten. Tunge eller tynde belægninger på elektroder vil ikke tolerere virkningerne af den defekte ledning.
aluminiumsilte, silicium, silicium, jernsulfat ustabiliserer, mens jernilte, calciumilte, manganilte hjælper med at stabilisere lysbuen.
overskuddet af svovl og fosfor 0,04% vil forringe svejsemetallet, da de overføres fra elektrode til smeltet metal med et minimumstab. Fosforet forårsager skørhed, kornvækst og kold korthed i svejsningen. Disse defekter stiger i forhold til kulstofindholdet i stålet. Svovlet fungerer igen som en slagge, bryder svejsemetallets soliditet og fører videre til varm korthed. Svovl er skadeligt især til nøgne og kulstofstål elektroder med en mager mangan indhold, som fremmer dannelsen af lyd og stærk svejsning.
hvis varmebehandlingen, der gives til trådkernen, ikke er ensartet, vil elektroden tilbyde os den ringere svejsning sammenlignet med elektroden med den samme sammensætning, men varmebehandlet korrekt.
Aflejringshastigheder for Svejseelektroderne
svejseelektroderne har forskellige aflejringshastigheder i henhold til belægningens sammensætning. Elektroden med højere jernindhold har en bedre aflejringshastighed. I USA er procentdelen af jernkraft i en belægning i området 10-50%. Dette er baseret på en formel, hvor mængden af jernpulver i belægning versus belægningsvægten.

procenterne er defineret af American svejsning society SPECIFIKATIONER. Den Europæiske metode til beregning af jernkraft er baseret på vægten af deponeret svejsemetal versus vægten af kernetråden, der er forbrugt i processen.

typer af ikke-Forbrugselektroder
de er 2 typer ikke-forbrugselektroder.
- carbonelektroden fås som en ikke-fyldstofelektrode af metal til bueskæring og svejsning. Den består af en carbon grafit stang, der kan have/ må ikke have belægninger af kobber eller andet materiale.
- tungstenelektroden er en ikke-fyldmetalelektrode fremstillet af tungsten og anvendes til buesvejsning eller skæring.
carbonelektroder
den militære specifikation som MIL-E-17777C er der for at fortælle elektroder skæring og svejsning carbon grafit ubelagt og kobberbelagt
der er et klassifikationssystem baseret på tre kvaliteter som almindelig, ubelagt og kobberbelagt. Det viser diameter oplysninger, Længde oplysninger, kravet om størrelse tolerance, prøveudtagning, test og kvalitetssikring. Her applikationer omfatter carbon buesvejsning, dobbelt carbon arc, carbon-skæring, udhuling, luft carbon arc skæring.
Stick elektroder
variablerne i stick svejsning er følgende:
1. Størrelse – de almindeligt tilgængelige størrelser er 1/16, 5/64, 3/32 (mest almindelige), 1/8, 3/18, 7/32 og 5/16 tommer. Kernetråden i den anvendte elektrode er tilfældigvis smallere end det svejsede materiale.
2. Materiale-stick svejseelektroderne kommer i blødt stål, jernfrit, højt kulstofstål, støbejern og speciel legering.
3. Styrke – svejsens trækstyrke skal være stærkere end det metal, der svejses. Materialet i elektroden skal også være stærkere.
4. Svejseposition – de forskellige elektroder, der anvendes til hver svejseposition som vandret, fladt osv.
5. Jernkraftblanding-jernpulver, der er tilgængeligt i strømmen, hæver tilgængeligheden af smeltet metal til svejsningen, da varmen ændrer pulveret til stål.
6. Blød bue betegnelse – dette er for den tyndere metal og ikke har perfekt pasform status i svejsning.
de mest populære Lysbuesvejselektroder
de følger:
E6013 og E6012 –svejsestangspecifikationerne er designet til tynde metaller og samlinger, der ikke er lette at passe sammen.
E6011 – de olieagtige, beskidte, støvede og rustne overflader har brug for denne type elektrode. Det er alsidigt, da det virker for AC og DC polaritet. Det kan skabe en lille slagge og behøver ikke placeres i en elektrodeovn.
E6010 – det har lignende egenskaber, bortset fra at det kun virker med likestrøm.
E76018 og E7016 – jernpulveret tilsættes i strømmen for at skabe en stærk svejsning. Det skaber Pyt, som kan have svært for begyndere.
Læs også:
svejsestang
alle klassifikationer forklaret
endelige ord
svejseelektroderne eller svejsestængerne er fremstillet af materialer og sammensætning svarende til det metal, der svejses. Valget af svejsestang afhænger af en række faktorer for hvert projekt.
elektrodevalget afhænger af den lette oprydning, perlekvalitet, svejsestyrke og minimal sprøjt. Lysbuesvejselektrode og mig-svejsetråd er forbrugsstoffer, da de bliver en del af svejseprocessen.
TIG-svejselektroderne er ikke-forbrugsstoffer, da de ikke smelter og bliver en del af svejsningen.