Un filo metallico rivestito con una composizione simile al metallo da unire è definito come un elettrodo di saldatura. Diversi fattori da considerare prima di scegliere l’elettrodo giusto per qualsiasi progetto.
L’elettrodo di saldatura ad arco/ SMAW è consumabile in quanto diventano parte della fusione di saldatura. Si riferisce agli elettrodi TIG come non consumabili in quanto non diventano parte della saldatura sulla fusione. L’elettrodo di saldatura MIG è un filo regolarmente alimentato chiamato MIG wire.
La selezione dell’elettrodo di saldatura dipende in gran parte dalla resistenza della saldatura, facile da pulire. migliore qualità del tallone e spruzzi minimi.
Gli elettrodi per saldatura devono essere conservati in un ambiente privo di umidità e rimuovere con cura dalla confezione per evitare danni seguendo attentamente le istruzioni.
Contenuto della pagina
Perché gli elettrodi per saldatura sono coperti?
Una volta che il metallo fuso è esposto all’ambiente, assorbe ossigeno e azoto che influenzano negativamente e diventano fragili. Una coperta di scorie dovrebbe coprire il metallo fuso / solidificante per schermare dall’atmosfera e il rivestimento degli elettrodi ci fornisce questo scudo.
La composizione del rivestimento degli elettrodi per saldatura determina la loro utilità e quindi la composizione del metallo saldato depositato e le specifiche.
Basano la formulazione dei rivestimenti per elettrodi di saldatura sul principio stabilito della metallurgia, della fisica e della chimica.
Il rivestimento è lì per proteggere dai danni, la stabilizzazione dell’arco, migliora la saldatura nei seguenti modi.
- > Minimo di spruzzi di saldatura in prossimità di zona
- Una superficie liscia di metallo saldato e bordi anche
- stabile e liscia per saldatura ad arco
- Un duro e forte di rivestimento
- Facile rimozione della scoria
- Migliore tasso di deposizione
- Penetrazione controllo di saldatura
Possiamo classificare la saldatura ad arco con elettrodo in sottile rivestito/nudo e rivestito pesantemente/schermato arco elettrodi. Il tipo di elettrodo coperto è una sorta di stile popolare di materiale di riempimento nel processo di saldatura ad arco.
La composizione della copertura dell’elettrodo determina l’utilità dell’elettrodo e il materiale depositato specifica decide l’elettrodo. La categoria di elettrodo utilizzata dipende in gran parte dalle proprietà speciali all’interno del deposito di saldatura richiesto.
Queste proprietà includono resistenza alla corrosione, alta enduringness, duttilità, tipo di metallo base da saldare, la posizione della saldatura come orizzontale, verticale, sovraccarico e tipo di corrente e polarità.

Classificazione degli elettrodi per saldatura
L’industria della saldatura ha adottato la serie di numeri di classificazione delle barre di saldatura decisa dall’American Welding Society (AWS).
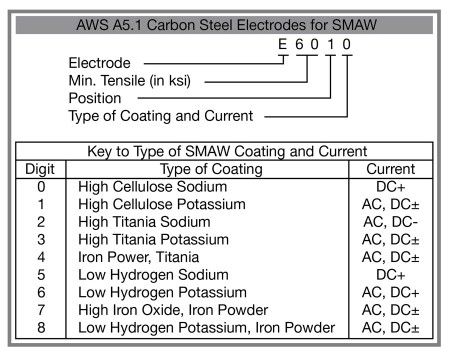
Il sistema di identificazione dell’elettrodo per la saldatura ad arco in acciaio è adottato come segue.
- E – Questo E indica elettrodo per saldatura ad arco
- Il 1 ° due o tre cifre – Indica la resistenza alla trazione in migliaia di libbre /pollice quadrato di materiale depositato una volta provato a tirare a parte.
- La 3a o 4a cifra-Indica la posizione della saldatura. Se 0 non mostra alcuna classificazione utilizzata, 1 è per ogni posizione, 2 per piatto e orizzontale, 3 è solo per la posizione piatta.
- La 4a cifra-Indica il tipo di rivestimento e il tipo di alimentazione elettrica, AC/DC, polarità diritta o inversa.
- Il numero E6010-Ora indica una barra di saldatura ad arco con una resistenza alla trazione di 60.000 psi, può essere utilizzato in tutte le posizioni, e corrente continua con polarità concisa.
Corrente, la Polarità, e Tipi di Rivestimento designato dal 4 ° cifra elettrodo numero di classificazione
| Cifre | Rivestimento | corrente di Saldatura |
| 0 | * | * |
| 1 | Cellulosa di potassio | ac, dcrp, dcsp |
| 2 | ‘d sodio | ac, dcsp |
| 3 | ‘d potassio | ac, dcsp, dcrp |
| 4 | polvere di Ferro titania | ac, dcsp, dcrp |
| 5 | a Basso contenuto di idrogeno di sodio | dcrp |
| 6 | Bassi di potassio idrogeno | ac, dcrp |
| 7 | polvere di Ferro e ossido di Ferro | ac, dcsp |
| 8 | polvere di Ferro a basso contenuto di idrogeno | ac, dcrp, dcsp |
Quando troviamo il quarto o l’ultima cifra è zero, il tipo di rivestimento e la corrente può essere giudicato dalla terza cifra solo.
L’elettrodo di saldatura ad arco in acciaio inossidabile
La sua classificazione è la seguente:
- E – Questa lettera indica l’elettrodo per la saldatura ad arco.
- Le prime 3 cifre indicano il tipo americano di acciaio inossidabile.
- Le ultime 2 cifre indicano la posizione e la corrente utilizzata nella saldatura.
- L’esempio del numero E-308-16 suggerisce l’acciaio inossidabile tipo 308, per ogni posizione, con corrente continua AC o inversione di polarità.
Sistema di classificazione degli elettrodi ad arco sommerso
Il sistema per designare l’acciaio al carbonio nudo solido destinato agli elettrodi ad arco sommerso è il seguente.
- La lettera E come prefisso utilizzato per specificare un elettrodo. È seguito dalla lettera che indica la quantità di manganese, H per alto, M per medio e L per basso manganese. È seguito da un numero che indica la quantità media di carbonio in un centesimo di percento. La composizione di questi fili è identica al filo utilizzato nelle specifiche di saldatura ad arco in metallo a gas.
- Le specifiche dell’American Welding Society per il filo dell’elettrodo utilizzato per la saldatura ad arco sommerso sono elettrodi in acciaio dolce nudo & flussi per la saldatura ad arco sommerso. Ciò mostra sia la composizione del filo che la chimica del deposito di saldatura a seconda del flusso utilizzato. La specifica fornisce la composizione del filo dell’elettrodo. Quando questi elettrodi vengono utilizzati con una procedura corretta nella saldatura ad arco sommerso, il metallo saldato depositato soddisferà le proprietà meccaniche necessarie secondo le specifiche.
- L’asta di riempimento per saldatura a gas ossitaglio è designata con la lettera prefisso R, seguita da una lettera G che indica che l’elettrodo viene utilizzato per la saldatura a gas. Questi sono seguiti da 2 cifre come 45,60 e 65, che hanno segnato la resistenza alla trazione approssimativa in 1000psi.
- Nel materiale di riempimento di categoria non ferrosa il prefisso della lettera E, R e RB utilizzato specificamente che segue il simbolo chimico del metallo principale del filo. Se c’è un uso di più di uno della stessa lega di metalli nel filo, possiamo aggiungere un numero di suffisso.
- Le specifiche AWS sono più ampiamente adottate per la classificazione di barre di saldatura nude e fili. Ci sono specifiche militari come i tipi MIL-E, MIL-R.
La caratteristica importante di un elettrodo di saldatura solido come filo e barre è la loro composizione come dato specifiche. La specifica include limiti di composizione e proprietà meccaniche necessarie nel processo di saldatura.
I fili solidi placcati in rame a volte sfaldano il rame che può creare problemi con il meccanismo del rullo di alimentazione collegando il rivestimento o la punta di contatto. Un rivestimento di rame leggero è desiderabile per rendere il filo dell’elettrodo, privo di sporco e polvere. Utilizzare un tessuto di pulizia bianco per pulire l’elettrodo a filo per tutto il tempo per evitare che lo sporco e la polvere ostruiscano il rivestimento. Ciò può ridurre il prelievo corrente e creare operazioni di saldatura irregolari.
La resistenza del filo viene testata dalla macchina e una maggiore resistenza del filo è richiesta una volta passata attraverso le pistole. La resistenza alla trazione minima raccomandata del cavo richiesto è 140.000 psi.
L’elettrodo a filo di natura continua disponibile in numerosi pacchetti diversi. Una bobina estremamente piccola utilizzata nelle pistole a bobina e una bobina di medie dimensioni per la saldatura ad arco di metallo a gas fine. Sono disponibili come bobine da posizionare nelle apparecchiature di saldatura. Grandi bobine di molte centinaia di sterline sono disponibili anche. Sono disponibili in tamburi in cui il filo viene posato in un recipiente rotondo e collegato a un alimentatore automatico di filo.
Elettrodi per saldatura Rivestimenti
Bacchette per saldatura rivestimenti per lieve e bassa lega di acciaio hanno sei a dodici ingredienti che includono:
- Cellulosa-La cellulosa si disintegra per produrre uno scudo di gas che protegge l’arco circondandolo.
- Carbonati metallici: fornisce un’atmosfera riducente e regola la basicità delle scorie.
- Biossido di titanio-È utile nella formazione di una scoria altamente fluida e rapida di congelamento e fornisce la ionizzazione dell’arco della saldatura.
- Ferromanganese e ferrosilicio-Questa copertura aiuta a disossidare il metallo fuso e anche integrare il contenuto di manganese e silicio nel metallo saldato depositato.
- Gomme e argille: aiuta a fornire elasticità al materiale plastico e fornisce resistenza ai rivestimenti.
- Silicato minerale-Aiuta nella formazione di scorie e offre forza alla copertura.
- Fluoruro di calcio-Produce gas di protezione per proteggere l’arco, fornire fluidità, regolare la basicità delle scorie e la solubilità degli ossidi metallici.
- Lega i metalli come nichel, cromo e molibdeno-offre il contenuto della lega al metallo depositato.
- Manganese o ossido di ferro-Aiuta a stabilizzare l’arco e regolare la fluidità e le proprietà delle scorie.
- Polvere di ferro: aumenta la produttività e fornisce metallo extra alla zona di saldatura.
I rivestimenti per barre di saldatura per acciaio dolce
Sono i seguenti:
- Sodio di cellulosa (EXX10) – Questo tipo di elettrodo ha materiale cellulosico sotto forma di lega bassa ritrattata con carta al 30% e farina di legno. forma uno scudo di gas L’agente riducente anidride carbonica e idrogeno che produce un arco di scavo per la penetrazione profonda. Lo spruzzo è al più alto rispetto ad altri elettrodi con un deposito di saldatura grezzo. Offre ottime proprietà meccaniche anche dopo l’invecchiamento. È uno degli elettrodi sviluppati in anticipo ed ampiamente usato nella saldatura della conduttura della campagna. Viene utilizzato normalmente con corrente continua con inversione di polarità quando l’elettrodo è positivo.
- Potassio di cellulosa (EXX11) – Ha caratteri simili all’elettrodo di sodio di cellulosa eccetto che qui più potassio è usato che sodio. Fa ionizzazione dell’arco rendendolo adatto a saldare con corrente alternata. Il risultato è simile al sodio di cellulosa per azione dell’arco, penetrazione e risultati di saldatura. Una piccola quantità di polvere di ferro viene aggiunta a E6010 e E6011 per la stabilizzazione dell’arco e una migliore velocità di deposizione.
- Rutile sodium (EXX12) – Se il titanio o il biossido di rutilo è elevato rispetto ad altri componenti, l’elettrodo conferisce un aspetto attraente all’utente. Questo elettrodo offre un arco silenzioso, bassi spruzzi e una scoria controllata. La superficie di saldatura conferisce un aspetto liscio ma con minore penetrazione e proprietà metalliche leggermente inferiori rispetto agli elettrodi di cellulosa. Questo elettrodo fornisce un alto tasso di deposizione e una bassa tensione d’arco per renderlo adatto per corrente alternata o corrente continua con elettrodo negativo.
- Rutilo potassio (EXX13) – Questo rivestimento di elettrodo agisce molto simile a rutilo sodio tranne qui potassio viene utilizzato per la ionizzazione arco. Questo tipo di rivestimento produce un arco molto silenzioso e scorrevole che può essere utilizzato con corrente alternata adatta. Può essere utilizzato con una corrente continua di entrambe le polarità.
- Polvere di ferro rutilo (EXXX4) – Il rivestimento è molto vicino a un rivestimento di rutilo ad eccezione della polvere di ferro che è inclusa in esso. Con il contenuto di ferro del 25-40%, l’elettrodo è EXX14 e il 50% o più polvere di ferro rende l’elettrodo EXX24. Una percentuale inferiore di contenuto di ferro lo rende adatto a tutte le posizioni. La più alta percentuale di ferro lo rende adatto ad una posizione piana con le saldature orizzontali del filetto. Il tasso di deposizione è aumentato in entrambi i casi a seconda della proporzione di contenuto di ferro.
- Basso sodio idrogeno (EXXX5) – Un rivestimento con un’alta percentuale di carbonato di calcio o fluoruro di calcio è chiamato calce ferritica, basso idrogeno o elettrodo di tipo base. Per garantire il più basso contenuto di idrogeno possibile nell’atmosfera ad arco, il rivestimento non deve avere cellulosa, argille, amianto e altri minerali. I rivestimenti sono cotti ad una temperatura più elevata e hanno proprietà superiori del metallo saldato. Offrono la massima duttilità, penetrazione da media a moderata con una velocità media di deposizione. Questi devono essere conservati in condizioni controllate e possono essere utilizzati con corrente continua con elettrodo positivo.
- Potassio a basso idrogeno (EXXX6) – Le caratteristiche di questi elettrodi per saldatura rivestiti sono simili al sodio a basso idrogeno ad eccezione della sostituzione del potassio dal sodio per la ionizzazione ad arco. L’elettrodo viene utilizzato con AC e può essere utilizzato con un elettrodo DC positivo. Qui l’arco è più liscio ma la penetrazione dei due elettrodi rimane la stessa.
- Basso potassio idrogeno (EXXX6) – Il rivestimento dell’elettrodo qui rimane simile al precedente ma la polvere di ferro viene aggiunta all’elettrodo nel rapporto del 35-40% per denominare l’elettrodo come EXX18.
- Polvere di ferro a basso contenuto di idrogeno (EXX28) – Questo elettrodo di saldatura ha caratteristiche simili a EXX18, ma ha il 50% o più polvere di ferro nel rivestimento. È utile in posizione piatta e fa una saldatura di raccordo orizzontale. Qui il tasso di deposizione è migliore di EXX18. Gli elettrodi in lega più alti utilizzano rivestimenti a basso contenuto di idrogeno. Possiamo aggiungere metallo specifico nei rivestimenti per rendere il tipo di lega elettrodi dove suffisso lettere utilizzate per mostrare composizioni di metallo di saldatura. Gli elettrodi a basso contenuto di idrogeno sono utilizzati per la saldatura dell’acciaio inossidabile.
- Ossido di ferro sodio (EXX20) – L’alto contenuto di ferro nei rivestimenti produce un deposito di saldatura che genera una scoria più grande ed è persino difficile da controllare. Questo rivestimento produce una deposizione più rapida con penetrazione media e basso livello di spruzzi e una finitura molto liscia nella saldatura. Questi elettrodi sono adatti per una posizione piatta e fanno saldature di raccordo orizzontali. Questi elettrodi possono essere utilizzati con AC o DC con entrambe le polarità.
- Iron Oxide Iron power (EXX27) – Le caratteristiche di questi elettrodi corrispondono agli elettrodi di tipo sodio ossido di ferro, ma trasportano il 50% o più di potenza di ferro. Questo carattere migliorerà la velocità di deposizione e può essere utilizzato con una corrente continua alternata di entrambe le polarità.
Stoccaggio
È obbligatorio mantenere gli elettrodi asciutti poiché l’umidità può distruggere le caratteristiche dei suoi rivestimenti e può portare a spruzzi eccessivi. Può causare lo sviluppo di porosità e crepe nella zona saldata. Una volta che gli elettrodi sono esposti all’ambiente umido per più di 2-3 ore, si consiglia di riscaldare a secco in un forno adatto per un minimo di 2 ore a 500 gradi F.

Una volta fuori dal forno, devono essere conservati in un contenitore a prova di umidità. Non piegare mai l’elettrodo in quanto potrebbe danneggiare i rivestimenti ed esporre il filo centrale. Non dovremmo usare l’elettrodo con filo esposto per la saldatura. Gli elettrodi forniti con suffisso R hanno una maggiore resistenza all’umidità.
Tipi di elettrodi
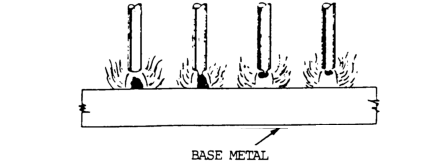
Elettrodi nudi
Questi elettrodi nudi sono composti da composizioni di fili per quelle applicazioni specifiche. Non ci sono rivestimenti extra tranne quelli richiesti nella trafilatura. I rivestimenti di trafilatura hanno un piccolo effetto stabilizzante sull’arco ma senza conseguenze specifiche. Questi elettrodi nudi sono utilizzati per saldare acciaio al manganese e altre indicazioni dove elettrodo rivestito non è desiderato.
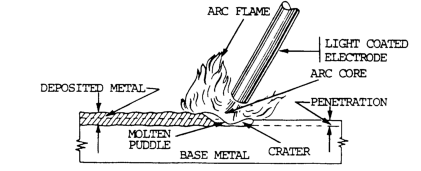
Elettrodi rivestiti leggeri
Esiste sempre una composizione definita degli elettrodi per saldatura rivestiti leggeri.
Hanno applicato un rivestimento leggero sulla superficie immergendo, lavando, spazzolando, spruzzando, asciugando e burattando. Questi rivestimenti hanno significato: migliorare il flusso dell’arco. L’E45 è il sistema di identificazione degli elettrodi elencato nella serie.
Questi rivestimenti hanno le seguenti funzioni:
- Riduce / dissolve l’ossido, il fosforo e l’ossido come impurità.
- Altera la tensione superficiale del metallo fuso. Rende i globuli dell’elettrodo in dimensioni più piccole e più frequenti. Rende il movimento del metallo fuso liscio e uniforme.
- Migliora la stabilità dell’arco da materiali prontamente ionizzati introdotti nella cascata dell’arco.
- I rivestimenti leggeri generano una scoria che è sottile a differenza della scoria di tipo elettrodo ad arco schermato.
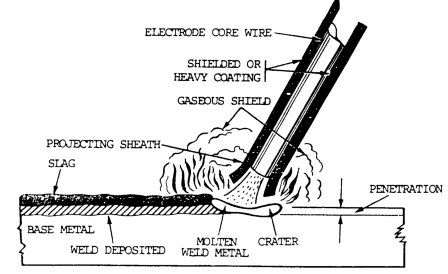
Elettrodi rivestiti schermati ad arco / pesanti
Questi elettrodi hanno una composizione definitiva e hanno un rivestimento, applicato per estrusione e immersione e sono fabbricati in 3 tipi generali.
- Con la cellulosa, rivestimenti
- Con rivestimenti minerali
- Con una combinazione di minerali e cellulosa
cellulosa rivestimenti consisteva solubile cotone/ qualsiasi altra forma di cellulosa con una piccola quantità di sodio, potassio, titanio, e di alcuni altri minerali aggiunti. I rivestimenti in cellulosa proteggono il metallo fuso con una sezione gassosa attorno all’arco e alla zona di saldatura.
I rivestimenti minerali includono silicato di sodio, argilla di ossido di metallo e altre sostanze inorganiche e combinazioni. Questi elettrodi generano un deposito di scorie.
Gli elettrodi ad arco rivestiti o schermati sono impiegati per saldare ghisa, acciaio e superfici dure.
Scopi degli elettrodi rivestiti ad arco schermato
Lo scopo dei rivestimenti degli elettrodi è quello di produrre uno scudo di gas attorno all’arco che a sua volta impedisce la contaminazione da ossigeno e azoto nella zona del metallo di saldatura.
L’ossigeno ha la capacità di combinarsi con il metallo fuso, rimuovendo le leghe e causando a sua volta porosità.
L’azoto ha effetti negativi come fragilità, bassa resistenza, bassa duttilità e persino scarsa resistenza alla corrosione.
Riducono le impurità come zolfo, ossidi e fosforo in quanto compromettono il deposito di saldatura.
Stabilizzano l’arco, elimina ampie fluttuazioni di tensione riducendo così gli spruzzi in larga misura.
Il metallo fuso all’estremità degli elettrodi si disintegra in piccole particelle fini riducendo la tensione superficiale del metallo fuso. Riducono la pressione attraente fra il metallo fuso e l’elettrodo per i migliori risultati.
I silicati nel rivestimento aiutano a formare una scoria sul metallo fuso. La scoria si solidifica a un ritmo lento, quindi il metallo sottostante ha abbastanza tempo per raffreddarsi e solidificarsi. La lenta solidificazione elimina il rischio di intrappolamento di gas e impurità galleggianti in superficie. Il raffreddamento lento ha un effetto di ricottura sul deposito di saldatura.
L’aspetto fisico e le caratteristiche possono essere modificate incorporando materiali di lega nei rivestimenti. Le scorie produrranno metalli di saldatura di migliore qualità ad una velocità più elevata.
Elettrodi di tungsteno
Si tratta di elettrodi errati non consumabili per gas inerte di tungsteno (TIG) o GTAW.
Questi elettrodi possono essere identificati dai segni terminali verniciati come di seguito:
- Verde-Tungsteno puro
- Giallo-1% Torio
- Rosso-2% Torio
- Marrone-0,3-0,5% Zirconio
1. Tungsteno puro-È verde con una punta di purezza del 99,5% e utilizzato per operazioni di saldatura meno critiche. Hanno una bassa capacità di carico di corrente e una bassa resistenza alle impurità e alla contaminazione.
2. Elettrodi di tungsteno toriato-Sono disponibili con torio 1% e 2% ed etichettati come superiori agli elettrodi di tungsteno puro a causa di una migliore fissazione dell’arco, una migliore uscita degli elettroni, una migliore stabilità dell’arco, un’elevata capacità di carico di corrente, una migliore resistenza alla contaminazione e una migliore durata.
3. Zirconio elettrodi-L’elettrodo di tungsteno con 0,3-0,5% zirconio classificato tra tungsteno puro e elettrodi di tungsteno toriato come prestazioni fas è interessato. Le poche indicazioni in corrente alternata funzionano meglio di altre.
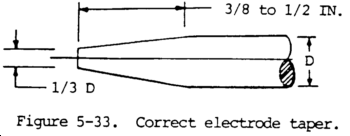
Una volta legato tungsteno terra ad un punto, produce un arco più fine. Se gli elettrodi non sono correttamente collegati a terra, devono essere azionati con la massima corrente e con una ragionevole stabilità dell’arco. L’elettrodo di tungsteno appuntito è difficile da mantenere se viene utilizzata l’apparecchiatura a corrente continua e l’inizio tattile dell’arco è una pratica. Dovremmo sovrapporre una corrente ad alta frequenza sulla corrente di saldatura regolare per mantenere la forma dell’elettrodo e ridurre l’inclusione degli elettrodi nella saldatura. Le leghe di torio e zirconio offrono una migliore conservazione della forma anche quando viene utilizzata la pratica iniziale del tocco.
L’estensione dell’elettrodo di saldatura oltre una tazza di gas dipende dal tipo di giunto da saldare. Un’estensione di 3,2 mm utilizzata per giunti di testa in metallo di piccole dimensioni, mentre un’estensione di 6,4-12,7 può essere necessaria per le saldature di raccordo. L’elettrodo di tungsteno deve essere leggermente inclinato e aggiungere con attenzione il metallo di apporto per evitare di contattare l’elettrodo. Se si è verificata la contaminazione, l’elettrodo deve essere rimosso, ricomposto e riposto.
Elettrodi per saldatura ad arco a corrente continua
È sempre consigliabile seguire le istruzioni del produttore quando viene utilizzato un tipo specifico di elettrodo di saldatura. Gli elettrodi per saldatura ad arco a corrente continua sono destinati all’inversione di polarità cioè elettrodo positivo o per polarità diritta significa elettrodo negativo o entrambi. Ma fare un punto di esso che molti, ma non tutti gli elettrodi a corrente continua possono essere utilizzati con corrente alternata. La corrente continua è la scelta preferita per elettrodi in acciaio coperto, non ferroso, nudo e legato. Il consiglio del produttore può includere, a seconda del tipo di metallo di base, la correzione per una scarsa vestibilità, ecc.
La polarità diritta offre generalmente una penetrazione minore rispetto agli elettrodi a polarità inversa, ma offre una grande velocità di saldatura. La migliore penetrazione può essere raggiunta con entrambi i tipi da una corretta atmosfera di saldatura e manipolazione dell’arco.
Elettrodi per saldatura ad arco a corrente alternata
La corrente alternata è più desiderabile quando si salda nella zona stretta e si saldano sezioni spesse in quanto riduce il colpo ad arco. Il colpo ad arco tende a causare inclusioni di scorie, soffiature e mancanza di fusione nella saldatura. Hanno elettrodi rivestiti con DC o AC disponibili.
AC viene utilizzato nella saldatura a idrogeno atomico e nei processi ad arco di carbonio in cui vengono utilizzati 2 elettrodi di carbonio. Consente un tasso uniforme di saldatura e consumo di elettrodi. In un arco di carbonio quando si consiglia un elettrodo, la polarità diretta in corrente continua è la scelta e qui il consumo dell’elettrodo a un ritmo più lento.
Rivestimenti difettosi Elettrodi e loro effetti
La stabilità dell’arco è influenzata se ci sarà un ossido o altri elementi nei rivestimenti. La composizione e l’uniformità degli elettrodi nudi svolgono un ruolo importante nel controllo della stabilità dell’arco. Rivestimenti pesanti o sottili sugli elettrodi non condoneranno gli effetti del filo difettoso.
L’ossido di alluminio, il silicio, il biossido di silicio, il solfato di ferro non si stabilizzano mentre l’ossido di ferro, l’ossido di calcio, l’ossido di manganese, aiuta a stabilizzare l’arco.
L’eccesso di zolfo e fosforo 0,04% comprometterà il metallo base di saldatura mentre vengono trasferiti dall’elettrodo al metallo fuso con una perdita minima. Il fosforo causa fragilità, crescita del grano e mancanza di freddo nella saldatura. Questi difetti aumentano in proporzione al contenuto di carbonio nell’acciaio. Lo zolfo a sua volta agisce come una scoria, rompe la solidità del metallo saldato e porta alla mancanza di calore. Lo zolfo è dannoso in particolare per gli elettrodi in acciaio nudo e a basso tenore di carbonio con un contenuto di manganese magro che favorisce la formazione di saldature solide e forti.
Se il trattamento termico dato al nucleo del filo non è uniforme, l’elettrodo ci offrirà la saldatura inferiore rispetto all’elettrodo della stessa composizione ma trattato termicamente correttamente.
Tassi di deposizione degli elettrodi per saldatura
Gli elettrodi per saldatura hanno diversi tassi di deposizione secondo la composizione del rivestimento. L’elettrodo con più alto contenuto di ferro ha una migliore velocità di deposizione. Negli Stati Uniti, la percentuale di potenza del ferro in un rivestimento è nell’intervallo 10-50%. Questo si basa su una formula in cui la quantità di polvere di ferro nel rivestimento rispetto al peso del rivestimento.

Le percentuali sono definite dalle specifiche American welding society. Il metodo europeo di calcolo della potenza del ferro si basa sul peso del metallo saldato depositato rispetto al peso del filo del nucleo nudo consumato nel processo.

Tipi di elettrodi non consumabili
Sono 2 tipi di elettrodi non consumabili.
- L’elettrodo di carbonio disponibile come elettrodo non riempitivo di metallo per il taglio e la saldatura ad arco. È costituito da un’asta di grafite di carbonio che può avere/ non può avere rivestimenti di rame o altro materiale.
- L’elettrodo di tungsteno è un elettrodo metallico non di riempimento realizzato in tungsteno e utilizzato nella saldatura ad arco o nel taglio.
Elettrodi di carbonio
L’AWS non categorizza per elettrodi di saldatura di carbonio ma specifica militare come MIL-E-17777C è lì per dire elettrodi taglio e saldatura grafite di carbonio non rivestito e rivestito di rame
Esiste un sistema di classificazione basato su tre gradi come pianura, non rivestito e rivestito di rame. Dimostra le informazioni del diametro, le informazioni di lunghezza, il requisito della tolleranza di dimensione, il campionamento, la prova e l’assicurazione di qualità. Qui le applicazioni includono saldatura ad arco di carbonio, doppio arco di carbonio, taglio al carbonio, scriccatura, taglio ad arco di carbonio ad aria.
Elettrodi Stick
Le variabili nella saldatura stick sono le seguenti:
1. Dimensioni-Le dimensioni comunemente disponibili sono 1/16, 5/64, 3/32 (più comune), 1/8, 3/18, 7/32 e 5/16 pollici. Il filo centrale dell’elettrodo utilizzato sembra essere più stretto del materiale saldato.
2. Materiale-Gli elettrodi per saldatura a bastone sono disponibili in acciaio dolce, senza ferro, acciaio ad alto tenore di carbonio, ghisa e lega speciale.
3. Forza-La resistenza alla trazione della saldatura deve essere più forte del metallo da saldare. Il materiale nell’elettrodo deve essere più forte pure.
4. Posizione di saldatura-I diversi elettrodi utilizzati per ogni posizione di saldatura come orizzontale, piatto, ecc.
5. Iron power mix – La polvere di ferro disponibile nel flusso aumenta la disponibilità di metallo fuso per la saldatura mentre il calore cambia la polvere in acciaio.
6. Designazione dell’arco morbido-Questo è per il metallo più sottile e non ha uno stato di adattamento perfetto nella saldatura.
Gli elettrodi per saldatura ad arco più popolari
Stanno seguendo:
E6013 e E6012 –Le specifiche dell’asta di saldatura sono progettate per metalli sottili e giunti che non sono facili da montare insieme.
E6011 – Le superfici oleose, sporche, polverose e arrugginite necessitano di questo tipo di elettrodo. È versatile in quanto funziona per la polarità AC e DC. Può creare una piccola scoria e non deve essere collocato in un forno ad elettrodo.
E6010 – Ha caratteristiche simili tranne che funziona solo con corrente continua.
E76018 e E7016-La polvere di ferro viene aggiunta nel flusso per creare una saldatura forte. Crea pozzanghera che può avere difficoltà per i principianti.
Leggi anche:
Asta di saldatura
AWS Classifications Explained
Parole finali
Gli elettrodi per saldatura o le bacchette per saldatura sono realizzati con materiali e composizione simili al metallo da saldare. La scelta dell’asta di saldatura dipende da una varietà di fattori per ogni progetto.
La selezione dell’elettrodo dipende dalla facilità di pulizia, dalla qualità del tallone, dalla resistenza alla saldatura e dal minimo spruzzo. L’elettrodo di saldatura ad arco e il filo di saldatura MIG sono consumabili poiché diventano parte del processo di saldatura.
Gli elettrodi per saldatura TIG non sono consumabili in quanto non si sciolgono e diventano parte della saldatura.