drut metalowy pokryty składem podobnym do łączonego metalu jest zdefiniowany jako elektroda spawalnicza. Kilka czynników do rozważenia przed wyborem odpowiedniej elektrody do dowolnego projektu.
Elektroda do spawania łukowego/ SMAW jest materiałem eksploatacyjnym, ponieważ stają się częścią spawania. Odnosi się do elektrod TIG jako nie zużywalnych, ponieważ nie stają się one częścią spawania podczas topienia. Elektroda spawalnicza MIG jest regularnie zasilanym drutem o nazwie MIG wire.
wybór elektrody spawalniczej w dużej mierze zależy od wytrzymałości spoiny, łatwej do czyszczenia. lepsza jakość koralików i minimalne rozpryski.
elektrody spawalnicze należy przechowywać w otoczeniu wolnym od wilgoci i ostrożnie wyjmować z opakowania, aby uniknąć uszkodzeń zgodnie ze wskazówkami.
zawartość strony
dlaczego elektrody spawalnicze są pokryte?
po wystawieniu stopionego metalu na działanie środowiska pochłania tlen i azot, które wpływają niekorzystnie i stają się kruche. Koc żużlowy musiałby pokryć stopiony / zestalający się metal spawalniczy, aby chronić przed atmosferą, a powłoka elektrodowa zapewnia nam tę osłonę.
skład powłoki elektrod spawalniczych określa ich użyteczność, a tym samym skład osadzonego metalu spoiny i specyfikację.
formułowanie powłok elektrod spawalniczych opiera się na ustalonej zasadzie metalurgii, fizyki i chemii.
powłoka chroni przed uszkodzeniem, stabilizacją łuku, poprawia spawanie w następujący sposób.
- Minimalne odpryski w strefie otoczenia spawania
- gładka powierzchnia spawanego metalu i krawędzie nawet
- stabilny i gładki łuk spawalniczy
- wytrzymała i mocna powłoka
- łatwe usuwanie żużla
- lepsza szybkość osadzania
- Kontrola penetracji w spawaniu
możemy sklasyfikować elektrodę do spawania łukowego na cienkie powlekane/nagie i mocno powlekane/ekranowane elektrody łukowe. Pokryty rodzaj elektrody jest rodzajem popularnego stylu materiału wypełniającego w procesie spawania łukowego.
skład pokrycia elektrody określa użyteczność elektrody, a specyfikacja materiału decyduje o elektrodzie. Kategoria zastosowanej elektrody w dużej mierze zależy od specjalnych właściwości w wymaganym złożu spawalniczym.
te właściwości obejmują odporność na korozję, wysoką enduringness, ciągliwość, rodzaj metalu nieszlachetnego do spawania, położenie spoiny jako poziome, pionowe, napowietrzne oraz rodzaj prądu i polaryzacji.

Klasyfikacja elektrod spawalniczych
przemysł spawalniczy przyjął serię numerów klasyfikacji prętów spawalniczych określoną przez Amerykańskie Towarzystwo spawalnicze (AWS).
system identyfikacji elektrody do spawania łukowego stali przyjmuje się w następujący sposób.
- E-to E oznacza elektrodę do spawania łukowego
- pierwsza dwie lub trzy cyfry-wskazuje wytrzymałość na rozciąganie w tysiącach funtów / cal kwadratowy zdeponowanego materiału, który raz próbował się rozerwać.
- trzecia lub czwarta cyfra-wskazuje położenie spoiny. Jeśli 0 nie wykazuje żadnej używanej klasyfikacji, 1 jest dla każdej pozycji, 2 dla płaskiej i poziomej, 3 jest tylko dla płaskiej pozycji.
- czwarta cyfra-oznacza rodzaj powłoki i rodzaj zasilania elektrycznego, AC / DC, prostą lub odwrotną polaryzację.
- liczba E6010-teraz oznacza pręt do spawania łukowego o wytrzymałości na rozciąganie naprężeń 60 000 psi, może być stosowany we wszystkich pozycjach i prąd stały z krótką polaryzacją.
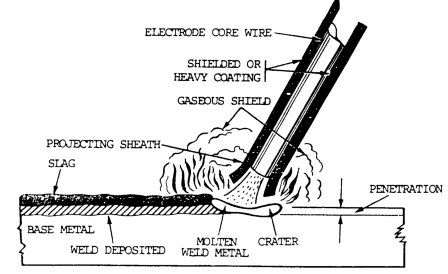
prąd, biegunowość i rodzaje powłok oznaczone 4 cyfrą w numerze klasyfikacyjnym elektrody
| cyfra | powłoka | prąd spawania |
| 0 | * | * |
| 1 | celuloza potasowa | ac, dcrp, dcsp |
| 2 | ’ d sód | prąd przemienny, prąd stały. |
| 3 | ’ d potas | AC, dcsp, dcrp |
| 4 | proszek żelaza titania | ac, dcsp, dcrp |
| 5 | niski Wodór sodu | dcrp |
| 6 | niski Wodór potasowy | ac, dcrp |
| 7 | proszek żelaza tlenek żelaza | ac, dcsp |
| 8 | proszek żelaza niski Wodór | ac, dcrp, dcsp |
gdy uznamy czwartą lub ostatnią cyfrę za zero, rodzaj powłoki i prąd można ocenić tylko na podstawie trzeciej cyfry.
Elektroda spawalnicza Ze Stali Nierdzewnej
jej klasyfikacja wygląda następująco:
- E-ta litera wskazuje elektrodę do spawania łukowego.
- pierwsze 3 cyfry oznaczają Amerykański typ stali nierdzewnej.
- ostatnie 2 cyfry wskazują pozycję i prąd używany w spawaniu.
- przykład numeru E-308-16 sugeruje stal nierdzewną typu 308, dla każdej pozycji, z prądem stałym AC lub odwrotnej polaryzacji.
System Klasyfikacji elektrod łukowych krytych
system oznaczania stałej stali węglowej przeznaczonej do elektrod łukowych krytych jest następujący.
- litera E jako prefiks używany do określenia elektrody. Po nim następuje litera, która wskazuje ilość manganu, H dla wysokiej, M dla średniej i L dla niskiej manganu. Po nim następuje liczba, która wskazuje średnią ilość węgla w setnych procentach. Skład tych drutów jest identyczny z drutem stosowanym w spawaniu łukowym gazowym.
- specyfikacje Amerykańskiego Towarzystwa spawalniczego dotyczące drutu elektrodowego stosowanego do spawania łukiem krytym to gołe elektrody ze stali miękkiej & topniki do spawania łukiem krytym. Pokazuje to zarówno skład drutu, jak i chemię osadu spawalniczego w zależności od użytego strumienia. Specyfikacja podaje skład drutu elektrodowego. Gdy elektrody te są używane z odpowiednią procedurą w spawaniu łukiem krytym, osadzony metal spoiny spełni wymagane właściwości mechaniczne zgodnie ze specyfikacją.
- pręt spawalniczy do spawania gazem tlenowym jest oznaczony literą przedrostka R, a następnie literą G wskazującą, że elektroda jest używana do spawania gazowego. Po nich następują cyfry 2 jako 45,60 i 65, które oznaczały przybliżoną wytrzymałość na rozciąganie w 1000psi.
- w materiale wypełniającym kategorii nieżelaznej przedrostek litery E, R I RB użyty specjalnie, który następuje po symbolu chemicznym głównego metalu drutu. Jeśli w drucie znajduje się więcej niż jeden z tych samych stopów metali, możemy dodać numer przyrostka.
- specyfikacje AWS są najczęściej stosowane do klasyfikacji gołego pręta spawalniczego i drutu. Istnieją specyfikacje wojskowe, takie jak typy MIL-e, MIL-R.
ważną cechą solidnej elektrody spawalniczej jako drutu i prętów jest ich skład zgodnie z podanymi specyfikacjami. Specyfikacja obejmuje granice składu i właściwości mechaniczne potrzebne w procesie spawania.
miedziane druty stałe czasami łuszczą się z miedzi, co może powodować problemy z mechanizmem rolki podającej poprzez podłączenie wkładki lub końcówki stykowej. Lekka powłoka miedziana jest pożądana, aby drut elektrodowy był wolny od brudu i kurzu. Użyj białej chusteczki do czyszczenia, aby oczyścić elektrodę drucianą przez cały czas, aby zapobiec zapychaniu się brudu i kurzu. Może to zmniejszyć pobór prądu i spowodować nieregularne operacje spawania.
wytrzymałość drutu jest testowana przez maszynę i wymagana jest wyższa wytrzymałość drutu po przejściu przez pistolety. Zalecana minimalna wytrzymałość drutu na rozciąganie wynosi 140 000 psi.
elektroda drutowa o ciągłym charakterze dostępna w wielu różnych opakowaniach. Bardzo mała szpula stosowana w pistoletach szpulowych i średniej wielkości szpula do spawania łukowego metali drobnym gazem. Są one dostępne jako cewki do umieszczenia w sprzęcie spawalniczym. Dostępne są również duże kołowrotki o wadze kilkuset funtów. Są one dostępne w bębnach, w których drut jest układany w okrągłym naczyniu i podłączany do automatycznego podajnika drutu.
powłoki elektrod spawalniczych
powłoki prętów spawalniczych dla łagodnych i niskostopowych stopów stali mają od sześciu do dwunastu składników, które obejmują:
- celuloza-celuloza rozpada się, tworząc osłonę gazową, która chroni łuk otaczając go.
- węglany metali-zapewnia redukcję atmosfery i reguluje zasadowość żużla.
- dwutlenek tytanu-jest pomocny w tworzeniu wysoce płynnego i szybkiego zamarzania żużla oraz zapewnia jonizację łuku spawania.
- Ferromangan i żelazokrzem-powłoka ta pomaga odtlenić stopiony metal, a także uzupełnić zawartość manganu i krzemu w osadzonym metalu spoiny.
- dziąsła i glinki-pomaga zapewnić elastyczność tworzywa sztucznego i zapewnić wytrzymałość powłok.
- krzemian mineralny-pomaga w tworzeniu się żużla i zapewnia wytrzymałość pokryciu.
- fluorek wapnia-wytwarza gaz osłonowy chroniący łuk, zapewniający płynność, regulujący zasadowość żużla i rozpuszczalność tlenków metali.
- Metale stopowe, takie jak nikiel, chrom i molibden – oferuje zawartość stopu do osadzonego metalu.
- mangan lub tlenek żelaza-pomaga ustabilizować łuk i dostosować płynność i właściwości żużla.
- proszek żelazny-zwiększa produktywność i zapewnia dodatkowy metal do strefy spawania.
powłoki prętów spawalniczych do stali miękkiej
są następujące:
- celuloza sodowa (EXX10) – ten rodzaj elektrody ma Materiał celulozowy w postaci przetworzonego niskostopu z 30% papieru i mąki drzewnej. tworzy osłonę gazową reduktor dwutlenku węgla i wodoru, który wytwarza łuk kopania dla głębokiej penetracji. Rozprysk jest najwyższy w porównaniu do innych elektrod z szorstkim osadem spoiny. Oferuje niezwykle dobre właściwości mechaniczne nawet po starzeniu. Jest to jedna z najwcześniej rozwiniętych elektrod i szeroko stosowana w spawaniu rurociągów wiejskich. Jest zwykle używany z prądem stałym o odwrotnej polaryzacji, gdy elektroda jest dodatnia.
- celuloza potasowa (EXX11) – ma podobne cechy do elektrody sodowej celulozy z tym, że tutaj stosuje się więcej potasu niż sodu. Wykonuje jonizację łuku, dzięki czemu nadaje się do spawania prądem zmiennym. Wynik jest podobny do sodu celulozy na działanie łuku, penetrację i wyniki spawania. Do E6010 i e6011 dodaje się niewielką ilość proszku żelaza w celu stabilizacji łuku i lepszej szybkości osadzania.
- sód rutylu (EXX12) – jeśli tytan lub dwutlenek rutylu jest wysoki w stosunku do innych składników, elektroda nadaje użytkownikowi atrakcyjny wygląd. Ta elektroda oferuje cichy łuk, niskie odpryski i kontrolowany żużel. Powierzchnia spoiny daje gładki wygląd, ale z mniejszą penetracją i nieco mniejszymi właściwościami metalu niż w przypadku elektrod celulozowych. Ta elektroda zapewnia wysoką szybkość osadzania i niskie napięcie łuku, aby pasowały do prądu zmiennego lub prądu stałego z ujemną elektrodą.
- rutylu potasu (EXX13) – ta powłoka elektrody działa bardzo podobnie do rutylu sodu, z tym, że potas jest używany do jonizacji łuku. Ten rodzaj powłoki wytwarza bardzo cichy i płynny łuk, który może być używany z odpowiednim dla prądu zmiennego. Może być stosowany z prądem stałym o dowolnej polaryzacji.
- proszek żelaza rutylowego (EXXX4) – powłoka jest bardzo zbliżona do powłoki rutylowej z wyjątkiem proszku żelaza, który jest w niej zawarty. Przy zawartości żelaza 25-40%, elektroda jest EXX14 i 50% lub więcej proszku żelaza sprawia, że elektroda EXX24. Niższy procent zawartości żelaza sprawia, że nadaje się do wszystkich pozycji. Wyższy procent żelaza sprawia, że nadaje się do płaskiej pozycji z poziomymi spoinami pachwinowymi. Szybkość osadzania się zwiększa się w obu przypadkach w zależności od proporcji zawartości żelaza.
- Niskosodowy Wodór (EXXX5) – powłoka o dużej zawartości węglanu wapnia lub fluorku wapnia nazywana jest ferrytyką wapienną, niskosodową lub elektrodą typu podstawowego. Aby zapewnić jak najniższą zawartość wodoru w atmosferze łuku, powłoka nie powinna zawierać celulozy, glin, azbestu i innych minerałów. Powłoki są pieczone w wyższej temperaturze i mają doskonałe właściwości spoin metalowych. Oferują najwyższą ciągliwość, średnią do umiarkowanej penetracji ze średnią prędkością osadzania. Muszą one być przechowywane w kontrolowanym stanie i mogą być używane z prądem stałym z dodatnim elektrodą.
- niski Wodór potasowy (EXXX6) – właściwości tych powlekanych elektrod spawalniczych są podobne do niskiego wodoru sodu z wyjątkiem zastąpienia potasu z sodu dla jonizacji łuku. Elektroda jest używana z prądem przemiennym i może być używana z dodatnią elektrodą PRĄDU STAŁEGO. Tutaj łuk jest gładszy, ale penetracja dwóch elektrod pozostaje taka sama.
- niski poziom wodoru (EXXX6) – powłoka elektrody pozostaje tutaj podobna do poprzedniej, ale proszek żelaza dodaje się do elektrody w stosunku 35-40%, aby nazwać elektrodę jako EXX18.
- proszek żelaza o niskiej zawartości wodoru (EXX28) – ta Elektroda spawalnicza ma podobne właściwości jak w przypadku EXX18, ale ma 50% lub więcej proszku żelaza w powłoce. Jest przydatny w pozycji płaskiej i wykonuje poziome spawanie pachwinowe. Tutaj szybkość osadzania jest lepsza niż EXX18. Elektrody z wyższych stopów wykorzystują powłoki o niskiej zawartości wodoru. Możemy dodać specyficzny metal w powłokach, aby Typ stopu elektrod, w którym litery przyrostkowe używane do pokazania kompozycji metalu spoiny. Elektrody o niskiej zawartości wodoru są stosowane do spawania stali nierdzewnej.
- sodu tlenek żelaza (EXX20) – wysoka zawartość żelaza w powłokach wytwarza osad spawalniczy, który wytwarza większy żużel i jest nawet trudny do kontrolowania. Powłoka ta zapewnia szybsze osadzanie przy średniej penetracji i niskim poziomie rozprysków oraz bardzo gładkie wykończenie podczas spawania. Elektrody te nadają się do płaskiej pozycji i tworzą poziome spoiny pachwinowe. Elektrody te mogą być używane z AC lub DC z polaryzacją.
- Iron Oxide Iron power (EXX27) – cechy tych elektrod pasują do elektrod typu żelazo-tlenek sodu, ale przenoszą 50% lub więcej mocy żelaza. Ten znak poprawi szybkość osadzania i może być używany z zmiennym prądem stałym o dowolnej polaryzacji.
Przechowywanie
obowiązkowe jest utrzymywanie elektrod w stanie suchym, ponieważ wilgoć może zniszczyć właściwości powłok i może prowadzić do nadmiernych odprysków. Może to powodować powstawanie porowatości i pęknięć w strefie spawanej. Gdy elektrody są wystawione na działanie wilgotnego środowiska przez ponad 2-3 godziny, należy zalecić, aby ogrzewać suszyć w odpowiednim piekarniku przez minimum 2 godziny w temperaturze 500 stopni F.

po wyjęciu z piekarnika należy je przechowywać w pojemniku odpornym na wilgoć. Nigdy nie zginaj elektrody, ponieważ może to uszkodzić powłoki i odsłonić przewód rdzenia. Nie powinniśmy używać elektrody z odsłoniętym drutem do spawania. Elektrody dostarczane z przyrostkiem R mają wyższą odporność na wilgoć.
rodzaje elektrod
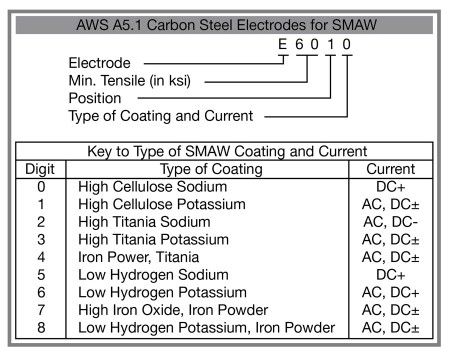
gołe elektrody
te gołe elektrody składają się z kompozycji drutu do tych konkretnych zastosowań. Nie ma dodatkowych powłok, z wyjątkiem tych wymaganych w ciągnieniu drutu. Powłoki do ciągnienia drutu mają niewielki wpływ stabilizujący na łuk, ale nie mają konkretnych konsekwencji. Te gołe elektrody są używane do spawania stali manganowej i innych wskazań, w których elektroda powlekana nie jest pożądana.
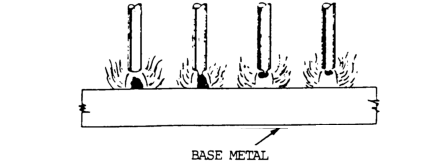
elektrody powlekane światłem
zawsze istnieje określony skład elektrod spawalniczych powlekanych światłem .
nałożono lekką powłokę na powierzchnię przez zanurzanie, mycie, szczotkowanie, natryskiwanie, wycieranie i bębnowanie. Powłoki te miały na celu: poprawę strumienia łukowego. E45 to system identyfikacji elektrod wymieniony w serii.
powłoki te mają następujące funkcje:
- redukuje / rozpuszcza tlenek, fosfor i tlenek jako zanieczyszczenia.
- zmienia napięcie powierzchniowe stopionego metalu. Sprawia, że globulki elektrody są mniejsze i częstsze. Sprawia, że ruch stopionego metalu jest gładki i jednolity.
- poprawia stabilność łuku dzięki łatwo zjonizowanym materiałom wprowadzanym do kaskady łuku.
- lekkie powłoki wytwarzają żużel, który jest cienki w przeciwieństwie do żużla z elektrodą łukową ekranowaną.
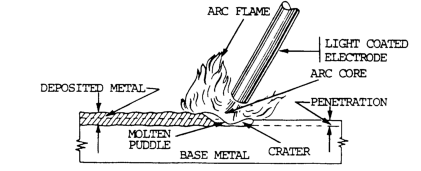
ekranowane elektrody łukowe / ciężkie powlekane
elektrody te mają ostateczny skład i mają powłokę, nakładaną przez wytłaczanie i zanurzanie i są produkowane w 3 ogólnych typach.
- z powłokami celulozowymi
- z powłokami mineralnymi
- z kombinacją minerałów i celulozy
powłoki celulozowe składały się z rozpuszczalnej bawełny/ każdej innej formy celulozy z niewielką ilością sodu, potasu, tytanu i niektórych innych dodanych minerałów. Powłoki celulozowe chronią stopiony metal za pomocą sekcji gazowej wokół łuku i strefy spawania.
powłoki mineralne obejmują krzemian sodu, glinę tlenku metalu i inne substancje i kombinacje nieorganiczne. Elektrody te wytwarzają osad żużla.
silnie powlekane lub ekranowane elektrody łukowe są stosowane do spawania żeliwa, stali i twardych powierzchni.
przeznaczenie elektrod pokrytych łukiem ekranowanym
celem powłok elektrodowych jest wytworzenie osłony gazowej wokół łuku, która z kolei zapobiega zanieczyszczeniu tlenem i azotem w strefie spawania metalu .
tlen ma zdolność łączenia się ze stopionym metalem, usuwania stopów i z kolei powodowania porowatości.
azot ma złe skutki, takie jak kruchość, niska wytrzymałość, niska ciągliwość, a nawet słaba odporność na korozję.
redukują zanieczyszczenia, takie jak siarka, tlenki i fosfor, ponieważ osłabiają złoże spoiny.
stabilizują łuk, eliminują szerokie wahania napięcia, zmniejszając tym samym rozpryskiwanie w dużym stopniu.
stopiony metal na końcu elektrod rozpada się na małe drobne cząstki, zmniejszając napięcie powierzchniowe stopionego metalu. Zmniejszają atrakcyjne ciśnienie między stopionym metalem a elektrodą, aby uzyskać lepsze wyniki.
krzemiany w powłoce pomagają tworzyć żużel nad stopionym metalem. Żużel krzepnie w powolnym tempie, dzięki czemu leżący pod nim metal ma wystarczająco dużo czasu na ochłodzenie i krzepnięcie. Powolne krzepnięcie eliminuje ryzyko uwięzienia zanieczyszczeń gazowych i pływakowych na powierzchni. Powolne chłodzenie wpływa na wyżarzanie osadu spawalniczego.
wygląd fizyczny i właściwości można modyfikować poprzez włączenie materiałów stopowych do powłok. Żużel będzie produkować metale spawalnicze lepszej jakości przy większej prędkości.
Elektrody wolframowe
są to nie-Materiały eksploatacyjne złe elektrody do Wolframu gazu obojętnego (TIG) lub GTAW.
te elektrody można zidentyfikować za pomocą malowanych znaków końcowych, jak poniżej:
- Zielony – czysty wolfram
- Żółty-1% Tor
- czerwony-2% Tor
- brązowy-0,3-0,5% cyrkonu
1. Czysty wolfram – jest zielony z końcówką o czystości 99,5% i stosowany do mniej krytycznych operacji spawania. Mają niską nośność prądową i niską odporność na zanieczyszczenia i zanieczyszczenia.
2. Thoriated Elektrody wolframowe-są one dostępne z 1% i 2% toru i oznaczone jako lepsze od czystych elektrod wolframowych ze względu na lepsze łuku wpatrując, lepsze wyjście elektronów, lepszą stabilność łuku, wysoką nośność prądu, lepszą odporność na zanieczyszczenia i lepszą dłuższą żywotność.
3. Elektrody cyrkonowe-Elektroda wolframowa z 0,3-0,5% cyrkon klasyfikowane między czystego wolframu i thoriated elektrody wolframowe jako wydajność FAS dotyczy. Kilka wskazań w mocy prądu przemiennego działają lepiej niż inne.
po stopu wolframu ziemi do punktu, wytwarza drobniejszy łuk. Jeśli elektrody nie są prawidłowo uziemione, należy je obsługiwać przy maksymalnym prądzie i przy rozsądnej stabilności łuku. Spiczasta Elektroda wolframowa jest trudna do utrzymania, jeśli używany jest sprzęt prądu stałego, a Dotykowy początek łuku jest praktyką. Powinniśmy nałożyć prąd o wysokiej częstotliwości na regularny prąd spawania, aby utrzymać kształt elektrody i zmniejszyć włączenie elektrod do spoiny. Stopy toru i cyrkonu oferują lepszy kształt, zachowując nawet wtedy, gdy stosuje się praktykę początkową dotykową.
przedłużenie elektrody spawalniczej poza kubek gazowy zależy od rodzaju spawanego złącza. Przedłużenie o 3,2 mm stosowane do połączeń doczołowych w małym metalu gage, podczas gdy przedłużenie o 6,4-12,7 może być konieczne do spoin pachwinowych. Elektroda wolframowa musi być lekko pochylona i ostrożnie dodać Metal wypełniający, aby uniknąć kontaktu z elektrodą. Jeśli doszło do zanieczyszczenia, elektrodę należy usunąć, ponownie przetrzeć i umieścić ponownie.
Elektrody Do Spawania Łukowego prądu stałego
zawsze zaleca się przestrzeganie instrukcji producenta, gdy używany jest określony rodzaj elektrody spawalniczej. Elektrody do spawania łukowego prądu stałego są przeznaczone do odwrotnej polaryzacji, tj. elektroda dodatnia lub polaryzacja prosta oznacza elektrodę ujemną lub oba. Ale zwróć uwagę, że wiele, ale nie wszystkie elektrody prądu stałego mogą być używane z prądem zmiennym. Prąd stały jest preferowanym wyborem dla elektrod pokrytych, nieżelaznych, gołych i ze stali stopowej. Porady producenta mogą obejmować w zależności od rodzaju metalu nieszlachetnego, korektę w przypadku słabego dopasowania itp.
prosta polaryzacja ogólnie zapewnia mniejszą penetrację w porównaniu z elektrodami o odwrotnej polaryzacji, ale oferuje dużą prędkość spawania. Lepszą penetrację można uzyskać w przypadku obu typów poprzez odpowiednią atmosferę spawania i manipulację łukiem.
Elektrody Do Spawania Łukowego prądu przemiennego
prąd przemienny jest bardziej pożądany podczas spawania w ciasnej strefie i spawania grubych odcinków, ponieważ zmniejsza rozdmuchiwanie łuku. Cios łuku ma tendencję do powodowania wtrąceń żużla, otworów przedmuchowych i braku fuzji w spawaniu. Mają elektrody powlekane z dostępnym DC lub AC.
AC jest stosowany w procesach spawania atomowego wodoru i łuku węglowego, w których stosuje się 2 elektrody węglowe. Pozwala to na równomierne Tempo spawania i zużycia elektrod. W łuku węglowym, gdy zalecana jest jedna elektroda, wybór jest polaryzacją prostą prądu stałego, a tutaj zużycie elektrody w wolniejszym tempie.
uszkodzone elektrody powłokowe i ich skutki
stabilność łuku ma wpływ, jeśli w powłokach będzie tlenek lub inne elementy. Skład i jednolitość gołych elektrod odgrywają ważną rolę w kontrolowaniu stabilności łuku. Ciężkie lub cienkie powłoki na elektrodach nie będą tolerować skutków wadliwego drutu.
tlenek glinu, krzem, dwutlenek krzemu, siarczan żelaza unstabile, podczas gdy tlenek żelaza, tlenek wapnia, tlenek manganu, pomaga w stabilizacji łuku.
nadmiar siarki i fosforu 0,04% pogorszy spawanie metali nieszlachetnych, ponieważ są one przenoszone z elektrody do stopionego metalu z minimalną stratą. Fosfor powoduje kruchość, wzrost ziarna i skrócenie na zimno w spoinie. Wady te zwiększają się proporcjonalnie do zawartości węgla w stali. Siarka z kolei działa jak żużel, łamie solidność metalu spoiny i prowadzi do gorącej krótkości. Siarka jest szkodliwa szczególnie dla elektrod ze stali gołej i niskowęglowej o skromnej zawartości manganu, co sprzyja tworzeniu dźwięku i mocnej spoiny.
jeśli obróbka cieplna rdzenia drutu nie jest jednolita, elektroda zaoferuje nam gorszą spoinę w porównaniu z elektrodą o tym samym składzie, ale odpowiednio poddaną obróbce cieplnej.
szybkości osadzania elektrod spawalniczych
elektrody spawalnicze mają różne szybkości osadzania w zależności od składu powłoki. Elektroda o wyższej zawartości żelaza ma lepszą szybkość osadzania. W Stanach Zjednoczonych procent mocy żelaza w powłoce mieści się w zakresie 10-50%. Opiera się to na wzorze, w którym ilość proszku żelaza w powłoce w stosunku do masy powłoki.

wartości procentowe są określone przez specyfikacje Amerykańskiego Towarzystwa spawalniczego. Europejska metoda obliczania mocy żelaza opiera się na masie osadzonego metalu spoiny w stosunku do masy drutu rdzeniowego nieosłoniętego w procesie.

rodzaje niewymagających się elektrod
są to 2 rodzaje niewymagających się elektrod.
- elektroda węglowa dostępna jako elektroda nie wypełniająca metalu do cięcia łukowego i spawania. Składa się z grafitowego pręta węglowego, który może mieć/ może nie mieć powłok z miedzi lub innego materiału.
- Elektroda wolframowa jest elektrodą metalową bez wypełniacza wykonaną z wolframu i używaną do spawania łukowego lub cięcia.
elektrody węglowe
AWS nie kategoryzuje elektrod do spawania węglowego, ale specyfikacja wojskowa jako MIL-E-17777C jest po to, aby powiedzieć Elektrodom do cięcia i spawania grafitu węglowego niepowlekanego i pokrytego miedzią
istnieje system klasyfikacji oparty na trzech klasach jako zwykły, niepowlekany i pokryty miedzią. Pokazuje informacje o średnicy, informacje o długości, wymóg tolerancji rozmiaru, pobieranie próbek, Testowanie i zapewnienie jakości. Tutaj zastosowania obejmują spawanie łukiem węglowym, podwójny łuk węglowy, cięcie węglem, żłobienie, cięcie łukiem węglowym powietrzem.
elektrody Stick
zmienne w spawaniu stick są następujące:
1. Rozmiar-powszechnie dostępne rozmiary to 1/16, 5/64, 3/32 (najbardziej powszechne), 1/8, 3/18, 7/32 i 5/16 cali. Drut rdzeniowy zużytej elektrody jest węższy niż spawany materiał.
2. Materiał – elektrody spawalnicze stick są wykonane ze stali miękkiej, bez żelaza, stali wysokowęglowej, żeliwa i specjalnego stopu.
3. Wytrzymałość-wytrzymałość na rozciąganie spoiny musi być silniejsza niż spawany metal. Materiał w elektrodzie musi być również mocniejszy.
4. Pozycja spawania-różne elektrody używane dla każdej pozycji spawania jako poziome, płaskie itp.
5. Iron power mix-proszek żelazny dostępny w topniku zwiększa dostępność stopionego metalu dla spoiny, gdy ciepło zmienia proszek w stal.
6. Miękkie oznaczenie łuku-jest to dla cieńszego metalu i nie ma stanu idealnego dopasowania w spawaniu.
najpopularniejsze Elektrody Do Spawania Łukowego
są następujące:
E6013 i E6012 –specyfikacje prętów spawalniczych są przeznaczone do cienkich metali i połączeń, które nie są łatwe do dopasowania.
E6011-oleiste, brudne, zakurzone i zardzewiałe powierzchnie wymagają tego typu elektrody. Jest wszechstronny, ponieważ działa na polaryzację AC i DC. Może tworzyć mały żużel i nie musi być umieszczany w piecu elektrodowym.
E6010-ma podobną charakterystykę z tym, że działa tylko z prądem stałym.
E76018 i E7016-proszek żelaza jest dodawany do strumienia, aby utworzyć silną spoinę. Tworzy kałużę, która może mieć trudności dla początkujących.
Czytaj także:
pręt spawalniczy
Objaśnienie klasyfikacji AWS
Ostatnie słowa
elektrody spawalnicze lub pręty spawalnicze są wykonane z materiałów i składu podobnego do spawanego metalu. Wybór pręta spawalniczego zależy od różnych czynników dla każdego projektu.
wybór elektrody zależy od łatwości czyszczenia, jakości stopki, wytrzymałości spoiny i minimalnego rozprysku. Elektroda do spawania łukowego i drut spawalniczy MIG są materiałami eksploatacyjnymi, ponieważ stają się częścią procesu spawania.
elektrody spawalnicze TIG nie są zużywalne, ponieważ nie topią się i nie stają się częścią spoiny.