en metalltråd belagt med en lignende sammensetning til metallet som sammenføyes er definert som en sveiseelektrode. Flere faktorer å vurdere før du velger riktig elektrode for ethvert prosjekt.
buesveiselektroden/ SMAW er forbruksvare når de blir en del av sveisefusjonen. Det refererer TIL TIG-elektrodene som ikke-forbruksvarer da de ikke blir en del av sveisen ved smelting. MIG-sveiseelektroden er en regelmessig matet ledning som heter MIG-ledning.
valg av sveiselektrode avhenger i stor grad av sveisestyrke, lett å rydde opp. bedre perle kvalitet, og minimal sprut.
Sveiseelektroder må oppbevares i en fuktfri omgivelser og fjernes forsiktig fra pakningen for å unngå skade ved å følge instruksjonene nøye.
Sideinnhold
Hvorfor Er Sveiseelektroder Dekket?
når det smeltede metallet er utsatt for miljøet, absorberer det oksygen og nitrogen som påvirker negativt og blir sprø. Et slaggteppe må dekke smeltet / størknende sveisemetall for å skjerme fra atmosfæren, og elektrodebelegg gir oss dette skjoldet.
sveiseelektroderbeleggsammensetningen bestemmer deres nytte og derfor sammensetningen av det avsatte sveisemetallet og spesifikasjonen.
de baserer formuleringen av sveiselektrode belegg på det etablerte prinsippet om metallurgi, fysikk og kjemi.
belegget er der for å beskytte mot skade, lysbuestabilisering, forbedrer sveisingen på følgende måter.
- minimum sprut i sveisens nærhet sone
- en glatt overflate av sveisemetall og kanter selv
- en stabil og jevn sveisebue
- et tøft og sterkt belegg
- enkel slaggfjerning
- Bedre avsetningshastighet
- Penetrasjonskontroll ved sveising
vi kan klassifisere lysbueelektroden i tynne Belagte/nakne og tungt belagte/skjermede lysbueelektroder. Den dekkede typen elektrode er en slags populær stil av fyllmateriale i buesveiseprosessen.
elektrodebeleggets sammensetning bestemmer bruken av elektroden, og spesifikasjon deponert materiale bestemmer elektroden. Kategorien elektrode som brukes, avhenger i stor grad av de spesielle egenskapene i sveiseavsetningen som kreves.
disse egenskapene inkluderer korrosjonsbestandighet, høy enduringness, duktilitet, uedelt metalltype som skal sveises, sveisens posisjon som horisontal, vertikal, overhead og slags strøm og polaritet.

Klassifisering Av Sveiseelektroder
sveiseindustrien har vedtatt sveisestangklassifiseringsnummerserien bestemt Av American Welding Society (AWS).
elektrodens identifikasjonssystem for stålbuesveising er vedtatt som følger.
- E – Denne e indikerer elektrode for buesveising
- de 1ste to eller tre sifrene-det indikerer strekkstyrken i tusenvis av pund / kvadrattomme deponert materiale en gang forsøkt å trekke fra hverandre.
- 3. eller 4. siffer-det indikerer sveisens posisjon. Hvis 0 det viser ingen klassifisering brukt, 1 er for hver posisjon, 2 for flat og horisontal, 3 er for flat posisjon bare.
- 4. siffer-det indikerer typen belegg og typen elektrisk strømforsyning, AC / DC, rett eller omvendt polaritet.
- tallet E6010 – nå indikerer det en buesveisestang med en strekkfasthet på 60.000 psi, kan brukes i alle posisjoner, og likestrøm med avvisende polaritet.
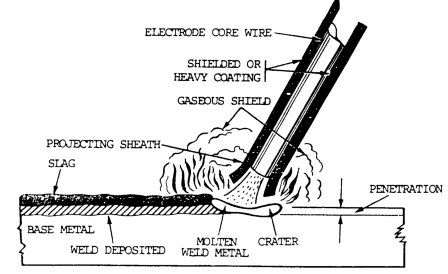
Nåværende, Polaritet Og Beleggtyper utpekt av 4. siffer i elektrodeklassifikasjonsnummeret
| Siffer | Belegg | Sveisestrøm |
| 0 | * | * |
| 1 | Cellulose kalium | ac, dcrp, dcsp |
| 2 | ‘d natrium | ac, dcsp |
| 3 | ‘d kalium | ac, dcsp, dcrp |
| 4 | jernpulver titania | ac, dcsp, dcrp |
| 5 | Lavt hydrogennatrium | dcrp |
| 6 | Lav hydrogen kalium | ac, dcrp |
| 7 | Jernpulver Jernoksid | ac, dcsp |
| 8 | Jernpulver lavt hydrogen | ac, dcrp, dcsp |
Når vi finner det fjerde eller siste sifferet som null, kan typen belegg og strøm bare dømmes av det tredje sifferet.
Den Rustfrie Stålbuesveiselektroden
klassifiseringen går som følger:
- E – dette brevet angir elektroden for buesveising.
- de første 3 sifrene angir Den Amerikanske jern-og ståltypen rustfritt stål.
- de siste 2 sifrene angir posisjon og strøm som brukes ved sveising.
- eksemplet på nummer E-308 – 16 antyder rustfritt stål type 308, for hver posisjon, MED AC eller omvendt polaritet likestrøm.
Nedsenkede Bueelektroder Klassifiseringssystem
systemet for å betegne solid, bare karbonstål ment for nedsenkede bueelektroder er som følger.
- bokstaven E som prefiks som brukes til å angi en elektrode. Det følges av brevet som angir mengden mangan, H for høy, M for medium og L for lav mangan. Det følges av et tall som angir gjennomsnittlig mengde karbon i hundre prosent av prosent. Sammensetningen av disse ledningene er identisk med ledningen som brukes i gassmetallbuesveisespesifikasjon.
- American Welding Societys spesifikasjoner for elektrodetråd som brukes til neddykket buesveising, er Bare elektroder i bløtt stål & flukser for neddykket buesveising. Dette viser både wire sammensetning og sveis innskudd kjemi avhengig av flux brukes. Spesifikasjonen gir sammensetningen av elektrodetråden. Når disse elektrodene brukes med riktig prosedyre i nedsenket buesveising, vil det avsatte sveisemetallet oppfylle de mekaniske egenskapene som trengs i henhold til spesifikasjonen.
- oxyfuel gassveisfyllingsstangen er betegnet med prefiksbokstaven R, etterfulgt Av Et g-brev som indikerer at elektroden brukes til gassveising. Disse etterfølges av 2 siffer som 45,60 og 65, som markerte omtrentlig strekkstyrke i 1000psi.
- i ikke-jernholdig kategori fyllmateriale prefikset av bokstaven E, R, OG RB brukes spesifikt som følger den kjemiske symbol av hoved metall av ledningen. Hvis det er bruk av mer enn en av samme metalllegering i ledningen, kan vi legge til et suffiksnummer.
- AWS-spesifikasjoner er mest vedtatt for klassifisering av bare sveisestang og ledning. Det er militære spesifikasjoner som MIL-E, MIL-r typer.
det viktige trekk ved en solid sveiseelektrode som wire og stenger er deres sammensetning som gitt spesifikasjoner. Spesifikasjonen inkluderer komposisjonsgrenser og mekaniske egenskaper som trengs i sveiseprosessen.
de kobberbelagte faste ledningene flager noen ganger av kobber som kan skape problemer med matevalsemekanismen ved å plugge liner eller kontakttips. Et lett kobberbelegg er ønskelig for å gjøre elektrodetråden fri for smuss og støv. Bruk en hvit rengjøring vev for å rengjøre wire elektroden hele tiden for å hindre smuss og støv fra tilstopping duken. Dette kan redusere dagens pickup og skape uberegnelige sveiseoperasjoner.
styrken av ledningen er testet av maskinen og høyere styrke av ledningen er nødvendig når passerer gjennom våpen. Den anbefalte minimum strekkfasthet av ledningen som kreves er 140.000 psi.
trådelektroden av kontinuerlig natur tilgjengelig i mange forskjellige pakker. En ekstremt liten spole som brukes i spolepistoler, og middels stor spole for fin gassmetallbuesveising. De er tilgjengelige som spoler å plassere i sveiseutstyr. Store hjul på mange hundre pund er også tilgjengelige. De er tilgjengelige i trommer hvor ledningen legges i et rundt fartøy og kobles til en automatisk trådmater.
Sveiseelektroder Belegg
Sveisestenger belegg for mild og lav stållegering har seks til tolv ingredienser som inkluderer:
- Cellulose-cellulosen disintegrerer for å produsere et gassskjold som beskytter buen ved å omgir den.
- Metallkarbonater-det gir en reduserende atmosfære og justerer slaggens basicitet.
- Titandioksid – Det er nyttig i å danne en svært flytende og rask frysing slagg og gir ionisering av buen av sveising.
- Ferromanganese og ferrosilisium-dette dekket bidrar til å deoxidisere det smeltede metallet og også supplere mangan – og silisiuminnholdet i det avsatte sveisemetallet.
- Gums og leire-det bidrar til å gi elastisitet til plastmaterialet og gi styrke til beleggene.
- Mineralsilikat-det hjelper i slaggdannelse og gir styrke til dekket.
- Kalsiumfluorid – Det produserer beskyttelsesgass for å beskytte buen, gi flyt, justere slaggens basicitet og oppløselighet av metalloksider.
- Legeringsmetaller som nikkel, krom og molybden-det gir legeringsinnhold til det avsatte metallet.
- Mangan eller jernoksid-det bidrar til å stabilisere buen og justere slaggens fluiditet og egenskaper.
- Jernpulver-det øker produktiviteten og gir ekstra metall til sveisesonen.
Sveisestangbeleggene For Mildt Stål
De er som følgende:
- Cellulosenatrium (EXX10) – denne typen elektrode har cellulosemateriale i form av reprosessert lavlegering med 30% papir og tremel. danner et gassskjold reduksjonsmiddelet karbondioksid og hydrogen som produserer en gravebue for dyp penetrasjon. Sprut er på det høyeste i forhold til andre elektroder med en grov sveise innskudd. Det gir ekstremt gode mekaniske egenskaper selv etter aldring. Det er en av de tidligste utviklede elektrodene og brukes mye i landlige rørledningssveising. Den brukes normalt med likestrøm med omvendt polaritet når elektroden er positiv.
- Cellulose kalium (EXX11 – – det har lignende tegn til cellulose natrium elektrode bortsett fra at her mer kalium brukes enn natrium. Det gjør ionisering av buen gjør det egnet til å sveise med vekselstrøm. Resultatet er lik cellulose natrium per bue handling, penetrasjon, og sveise resultater. En liten mengde jernpulver tilsettes Til E6010 Og E6011 for lysbuestabilisering og bedre avsetningshastighet.
- Rutilnatrium (EXX12) – hvis titan-eller rutildioksidet er høyt med hensyn til andre komponenter, gir elektroden et tiltalende utseende til brukeren. Denne elektroden gir en stille bue, lave sprut og en kontrollert slagg. Sveiseflaten gir et jevnt utseende, men med mindre penetrasjon, og litt lavere metallegenskaper enn med celluloseelektroder. Denne elektroden gir en høy avsetningshastighet og en lav buespenning for å gjøre den egnet for vekselstrøm eller likestrøm med elektroden negativ.
- Rutil kalium (EXX13) – dette belegget av elektrode virker veldig lik rutilnatrium, bortsett fra her kalium brukes til arc ionisering. Denne typen belegg gir en veldig stille og jevn løpebue som kan brukes med egnet for vekselstrøm. Den kan brukes med en likestrøm av enten polaritet.
- Rutiljernpulver (EXXX4) – belegget ligger svært nær et rutilbelegg med unntak av jernpulveret som er inkludert i det. Med jerninnholdet på 25-40% ER elektroden EXX14 og 50% eller mer jernpulver gjør elektroden EXX24. En lavere prosentandel av jerninnhold gjør den egnet for alle posisjoner. Jo høyere prosentandel av jern gjør den egnet for en flat posisjon med horisontale filetsveiser. Avsetningshastigheten økes i begge tilfeller avhengig av jerninnholdet.
- LAVT hydrogennatrium (EXXX5) – et belegg med en høy andel kalsiumkarbonat eller kalsiumfluorid kalles kalkferritisk, lav hydrogen eller grunnelektrode. For å sikre lavest mulig hydrogeninnhold i bueatmosfæren, bør belegget ikke ha cellulose, leire, asbest og andre mineraler. Beleggene er bakt ved høyere temperatur og har overlegne sveisemetallegenskaper. De tilbyr den høyeste duktiliteten, middels til moderat penetrasjon med en middels avsetningshastighet. Disse må lagres i kontrollert tilstand og kan brukes med likestrøm med elektrodepositiv.
- Lavt hydrogenkalium (EXXX6) – egenskapene til disse belagte sveiseelektroder ligner lavt hydrogennatrium med unntak av substitusjon av kalium fra natrium for buejonisering. Elektroden brukes MED AC og kan brukes med EN DC elektrode positiv. Her er buen jevnere, men penetrasjonen av de to elektrodene forblir den samme.
- Lavt hydrogen kalium (EXXX6) – belegget av elektroden her forblir lik den forrige, men jernpulveret blir tilsatt elektroden i forholdet 35-40% for å nevne elektroden SOM EXX18.
- Lavt hydrogenjernpulver (EXX28) – denne sveiseelektroden har lignende egenskaper SOM EXX18, men har 50% eller mer jernpulver i belegget. Det er nyttig i en flat stilling og gjør en horisontal filet sveising. Her er avsetningshastigheten bedre ENN EXX18. De høyere legeringselektroder bruker lave hydrogenbelegg. Vi kan legge til spesifikke metall i belegg for å gjøre elektrodene legering type der suffiks bokstaver brukes til å vise sveisemetall komposisjoner. Lav hydrogen type elektroder brukes til sveising av rustfritt stål.
- Jernoksidnatrium (EXX20) – det høye innholdet av jern i beleggene gir et sveiseforekomst som genererer en større slagg og er enda vanskelig å kontrollere. Dette belegget gir raskere avsetning med middels gjennomtrengning og lavt sprutnivå og en meget jevn overflate i sveising. Disse elektrodene er egnet for en flat posisjon og gjør horisontale filet sveiser. Disse elektrodene kan brukes MED AC ELLER DC med enten polaritet.
- Iron Oxide Iron power (EXX27) – egenskapene til disse elektrodene samsvarer med jernoksidnatriumelektroder, men den bærer 50% eller mer jernkraft. Denne karakteren vil forbedre avsetningshastigheten og kan brukes med en vekslende likestrøm av enten polaritet.
Lagring
det er obligatorisk å holde elektroder tørre da fuktighet kan ødelegge egenskapene til beleggene og kan føre til overdreven sprut. Det kan føre til porøsitet og sprekker utvikling i sveiset sone. Når elektroder er utsatt for det fuktige miljøet i mer enn 2-3 timer, bør det anbefales å varme tørr i en egnet ovn i minst 2 timer ved 500 grader F.

Når de Er ute av ovnen, skal de oppbevares i en fuktig beholder. Bøy aldri elektroden, da det kan skade belegget og eksponere kjernetråden. Vi bør ikke bruke elektroden med eksponert ledning for sveising. Elektrodene som leveres med suffiks R har høyere motstand mot fuktighet.
Typer Elektroder
Bare Elektroder
disse nakne elektrodene består av trådblandinger for de spesifikke applikasjonene. Det er ingen belegg ekstra unntatt de som kreves i wire tegning. Wire tegning belegg har en liten stabiliserende effekt på buen, men ingen spesifikke konsekvenser. Disse nakne elektrodene brukes til å sveise manganstål og andre indikasjoner der belagt elektrode ikke er ønsket.
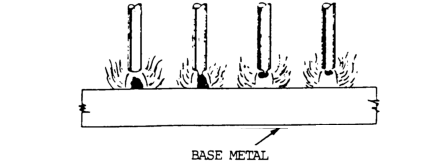
Lys Belagte Elektroder
det er alltid en klar sammensetning av lys belagte sveiseelektroder.
de påførte et lett belegg på overflaten ved å dyppe, vaske, børste, sprøyte, tørke og tumble. Disse beleggene betydde: å forbedre buestrømmen. E45 er elektrodeidentifikasjonssystemet som er oppført i serien.
disse beleggene har følgende funksjoner:
- det reduserer / oppløser oksid, fosfor og oksid som urenheter.
- det endrer overflatespenningen til det smeltede metallet. Det gjør elektrodens globuler til mindre størrelser og hyppigere. Det gjør bevegelsen av det smeltede metallet jevnt og jevnt.
- det forbedrer bue stabilitet av lett ioniserte materialer innført i buen kaskade.
- lysbeleggene genererer en slagg som er tynn i motsetning til skjermet bueelektrode type slagg.
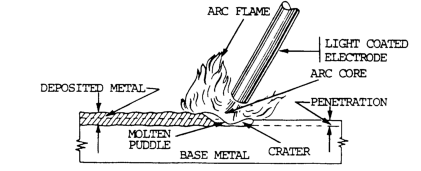
Skjermede Bue / Tunge Belagte Elektroder
disse elektrodene har en endelig sammensetning Og har et belegg, påført ved ekstrudering og dipping og er produsert i 3 generelle typer.
- med cellulosebelegg
- med mineralbelegg
- med en kombinasjon av mineraler og cellulose
cellulosebelegg besto av løselig bomull / enhver annen form for cellulose med en liten mengde natrium, kalium, titan og noen andre tilsatte mineraler. Cellulosebeleggene beskytter det smeltede metallet med en gassformig seksjon rundt buen og sveisesonen.
mineralbeleggene inkluderer natriumsilikat, metalloksidleire og andre uorganiske stoffer og kombinasjoner. Disse elektrodene genererer et slagg innskudd.
de tunge belagte eller skjermede lysbueelektrodene brukes til å sveise støpejern, stål og harde overflater.
Formål Med Skjermede Bue Tungbelagte Elektroder
formålet med elektrodebelegg er å produsere et gassskjerm rundt buen som igjen forhindrer forurensning fra oksygen og nitrogen i sveisemetallsonen.
oksygenet har en evne til å kombinere med smeltet metall, fjerne legeringer og i sin tur forårsaker porøsitet.
nitrogenet har dårlige effekter som brittleness, lav styrke, lav duktilitet og til og med dårlig motstand mot korrosjon.
de reduserer urenheter som svovel, oksider og fosfor som de svekke sveise innskudd.
de stabiliserer buen, eliminerer store svingninger i spenningen og reduserer dermed spatteringen i stor grad.
det smeltede metallet ved enden av elektrodene oppløses i små fine partikler ved å redusere overflatespenningen ved det smeltede metallet. De reduserer det attraktive trykket mellom smeltet metall og elektrode for bedre resultater.
silikatene i belegget bidrar til å danne en slagg over det smeltede metallet. Slaggen stivner i et lavt tempo, og dermed har det underliggende metallet nok tid til å kjøle seg og størkne. Den langsomme størkningen fjerner risikoen for innfanging av gass og flottør urenheter på overflaten. Den langsomme kjølingen har en glødende effekt på sveiseinnlegget.
det fysiske utseendet og egenskapene kan endres ved å inkorporere legeringsmaterialer i beleggene. Slaggen vil produsere bedre kvalitet sveisemetaller med høyere hastighet.
Tungsten Elektroder
dette er ikke-forbruksvarer feil elektroder For Tungsten Inert Gass (TIG) eller GTAW.
disse elektrodene kan identifiseres med malte sluttmerker som nedenfor:
- Grønn-Ren tungsten
- Gul – 1% Thorium
- Rød-2% Thorium
- Brun – 0,3-0,5% Zirkonium
1. Ren Wolfram – den er grønn tippet med 99,5% renhet og brukes til mindre kritiske operasjoner av sveising. De har lav strømbærende kapasitet og lav motstand mot urenheter og forurensning.
2. Thoriated Wolfram Elektroder – de er tilgjengelige med 1% og 2% thorium og merket som overlegen ren wolfram elektroder på grunn av bedre bue stirrer, bedre elektron utgang, bedre bue stabilitet, høy strøm bæreevne, bedre motstand mot forurensning, og bedre lengre levetid.
3. Zirkonium Elektroder-wolfram elektrode med 0,3-0,5% zirkonium kategorisert mellom ren wolfram og thoriated wolfram elektroder som fas ytelse er bekymret. De få indikasjonene i vekselstrømskraft de fungerer bedre enn andre.
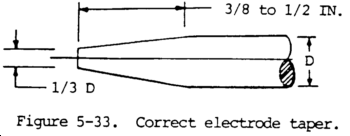
når legert tungsten bakken til et punkt, produserer en finere bue. Hvis elektrodene ikke er jordet riktig, må de betjenes med maksimal strøm og med bare rimelig lysbuestabilitet. Den spisse wolframelektroden er vanskelig å vedlikeholde hvis likestrømsutstyret brukes og berøringsstart av buen er en praksis. Vi bør overlegge en høyfrekvent strøm på vanlig sveisestrøm for å opprettholde elektrodeformen og redusere inkluderingen av elektroder i sveisen. Thorium-og zirkoniumlegeringene gir en bedre formholdende selv når berøringsstartpraksis brukes.
sveiseelektroden forlengelsen utover en gass kopp avhenger av hvilken type ledd som skal sveises. En forlengelse på 3,2 mm som brukes for buttfuger i små gage metall mens en forlengelse på 6,4-12,7 kan være nødvendig for filet sveiser. Wolframelektroden må være tilbøyelig litt og tilsett fyllmetall forsiktig for å unngå å kontakte elektroden. Hvis forurensningen skjedde, må elektroden fjernes, reground og plassere den igjen.
Likestrømbuesveiselektroder
det anbefales alltid å følge produsentens instruksjoner når en bestemt type sveiselektrode brukes. Likestrømbuesveiselektroder er øremerket for omvendt polaritet, dvs. elektrode positiv eller for rett polaritet betyr elektrode negativ eller begge deler. Men gjør et poeng av det at mange, men ikke alle likestrømelektroder kan brukes med vekselstrøm. Likestrøm er det foretrukne valget for dekkede, ikke-jernholdige, nakne og legerte stålelektroder. Produsentens råd kan omfatte i henhold til type uedelt metall, korreksjon for dårlig tilpasning, etc.
den rette polariteten gir generelt mindre penetrasjon sammenlignet med omvendt polaritet elektroder, men gir god sveisehastighet. Jo bedre penetrasjon kan oppnås med begge typer ved riktig sveiseatmosfære og buehåndtering.
Vekselstrømbuesveiselektroder
Vekselstrøm er mer ønskelig ved sveising i tett sone og sveising av tykke seksjoner da det reduserer lysbuen. Lysbuen har en tendens til å forårsake slagginneslutninger, blåsehull og mangel på fusjon i sveisingen. De har belagte elektroder med ENTEN DC eller AC tilgjengelig.
AC brukes i atom hydrogen sveising og karbon bue prosesser der 2 karbon elektroder brukes. Det gir en jevn hastighet på sveising og elektrodeforbruk. I en karbonbue når en elektrode anbefales, er likestrøm rett polaritet valget og her elektrodeforbruk i et lavere tempo.
Defekte Belegg Elektroder Og Deres Effekter
buestabiliteten påvirkes hvis det vil være et oksid eller andre elementer i beleggene. Sammensetningen og ensartetheten til de nakne elektrodene spiller en viktig rolle i å kontrollere buestabiliteten. Tunge eller tynne belegg på elektroder vil ikke tolerere effekten av den defekte ledningen.
aluminiumoksid, silisium, silisiumdioksyd, jernsulfat ustabiliserer mens jernoksid, kalsiumoksid, manganoksid, bidrar til å stabilisere buen.
overskudd av svovel og fosfor 0,04% vil svekke sveisebasen metall som de overføres fra elektrode til smeltet metall med et minimum tap. Fosforet forårsaker brittleness, kornvekst og kald korthet i sveisen. Disse feilene øker i forhold til karboninnholdet i stålet. Svovelet virker i sin tur som en slagg, bryter lyden av sveisemetall, og fører videre til varm korthet. Svovel er skadelig spesielt for nakne og lavkarbonstålelektroder med et lite manganinnhold som fremmer dannelsen av lyd og sterk sveis.
hvis varmebehandlingen gitt til trådkjernen ikke er jevn, vil elektroden gi oss den dårligere sveisen i forhold til elektroden av samme sammensetning, men varmebehandlet riktig.
Avsetningshastigheter For Sveiseelektroder
sveiseelektrodene har forskjellige avsetningshastigheter i henhold til sammensetningen av belegget. Elektroden med høyere jerninnhold har en bedre avsetningshastighet. I Usa er prosentandelen av jernkraft i et belegg i 10-50% – området. Dette er basert pa en formel hvor mengden av jernpulver i belegg versus beleggvekten.

prosentene er definert Av American welding society spesifikasjoner. Den Europeiske metoden for beregning av jernkraft er basert på vekten av avsatt sveisemetall versus vekten av kjernetråden som forbrukes i prosessen.

Typer Av Ikke-Forbrukselektroder
De er 2 typer ikke-forbrukselektroder.
- karbonelektroden er tilgjengelig som en ikke-fyllelektrode av metall for bueskjæring og sveising. Den består av en karbon grafitt stang som kan ha/ kan ikke ha belegg av kobber eller annet materiale.
- wolfram elektroden er en ikke-filler metall elektrode laget av wolfram og brukes i buesveising eller skjæring.
Karbonelektroder
AWS kategoriserer ikke for karbon sveiseelektroder, men militær spesifikasjon SOM MIL-E-17777C er der for å fortelle Elektroder skjæring og sveising karbon grafitt ubelagt og kobberbelagt
Det Er et klassifiseringssystem basert på tre karakterer som vanlig, ubelagt og kobberbelagt. Det viser diameter informasjon, lengde informasjon, kravet om størrelse toleranse, prøvetaking, testing og kvalitetssikring. Her inkluderer bruksområder karbonbuesveising, dobbel karbonbue, karbonskjæring, gouging, luftkarbonbueskjæring.
Stavelektroder
variablene i stavsveising er følgende:
1. Størrelse-de vanligste størrelsene er 1/16, 5/64, 3/32 (vanligste), 1/8, 3/18, 7/32 og 5/16 tommer. Kjernetråden til den brukte elektroden skjer for å være smalere enn materialet sveiset.
2. Materiale-staven sveiseelektroder kommer i mildt stål, jernfritt, høy karbonstål, støpejern og spesiell legering.
3. Styrke – sveisens strekkstyrke må være sterkere enn metallet som sveises. Materialet i elektroden må også være sterkere.
4. Sveiseposisjon-de forskjellige elektrodene som brukes for hver sveiseposisjon som horisontal, flat, etc.
5. Iron power mix-Jernpulver tilgjengelig i fluxen øker smeltet metalltilgjengelighet for sveisen når varmen endrer pulveret til stål.
6. Myk bue betegnelse-Dette er for tynnere metall og har ikke perfekt passform status i sveising.
De Mest Populære Buesveiselektroder
De følger:
E6013 og E6012-sveisestangspesifikasjonene er designet for tynne metaller og ledd som ikke er enkle å passe sammen.
E6011-de oljete, skitne, støvete og rustne overflatene trenger denne typen elektrode. Det er allsidig som det fungerer FOR AC og DC polaritet. Det kan skape en liten slagg og trenger ikke plasseres i en elektrodeovn.
E6010-Den har lignende egenskaper bortsett fra at den bare fungerer med likestrøm.
E76018 Og E7016-jernpulveret legges i flussen for å skape en sterk sveis. Det skaper dam som kan ha problemer for nybegynnere.
Les Også:
Sveisestang
AWS Klassifikasjoner Forklart
Siste Ord
sveiseelektroder eller sveisestenger er laget av materialer og sammensetning som ligner på metallet som sveises. Valget av sveisestang avhenger av en rekke faktorer for hvert prosjekt.
elektrodevalget avhenger av enkel opprydding, perlekvalitet, sveisestyrke og minimal sprut. Lysbuesveising elektrode OG MIG sveisetråd er forbruksvarer som de blir en del av sveiseprosessen.
TIG-sveiseelektrodene er ikke-forbruksbare da de ikke smelter og blir en del av sveisen.